Puede ser causada por el avncemuy lento de la antorcha. - Awelco MIG ONE - Manual de uso - Página 5






Insertar el hilo en la guia de plastica haciendolo pasar sobre
la acanaladura apropriada del rodillo y entonces reinsertarlo
en la guia. Asegurarse que el hilo no este tenso pero este en
posición natural.Bajar el brazo y regular la presión mediante
el apropriado tornillo.La presión correcta es aquella que
permite el adelantamiento regular del hilo y en el mismo
tiempo, en caso el hilo se encepa, la rueda motriz tiene que
deslizar sin hacer embrollar el mismo hilo.Es posible regular
tambien la fricción de la aspa.
Si la aspa gira en vacìo, aumentar la fricción en modo que la
bobina este sempre tirada. Si en vez la fricción causa mucho
frotamiento y la rueda motriz tira a patinar, es necesario
disminuirla hasta obtener un regulár adelantamiento del hilo.
4.4. CONNEXIÓN DE LA ANTORCHA
La antorcha está conectada directamente y, entonces, está
ya lista para el uso. Una eventual substitúción tiene que ser
hecha con mucho cuidado y si es posible hacerlo hacer a un
especialista. Para substituir la punta guia gas es suficiente
desatornillar o tirar hacia el exterior. La punta guia gas tiene
que ser quitada cada vez hay que substituir el inyector guia
hilo. Tal inyector tiene siempre que ser del diametro
apropriado de aquel del hilo. Tener siempre perfectamente
limpia la punta guia gas.
5. GUIA A LA SOLDADURA
5.1. REGLA GENERAL
Cuanda la soldadura es regulada al minimo, es necesario
que la largor de la arco sea pequeña. Esto se obtiene
teniendo la antorcha lo más pròximo posible al pedazo para
trabajar y con una inclinación de aproximadamente 60
grados. El largo de la arco puede ser aumentado medida
que se aumenta la intensidad de corriente, al máximo se
puede llegar a una distancia de cerca 20 mm.
5.2. CONSEJOS DE CARACTER GENERAL
De tanto en tanto algunos defectos se pueden verificar en la
soldadura. Estos defectos se pueden eliminar prestando
atención de algunas sugestiones que a seguito les
proponemos:
· Porosidad
Pequeños huecos en la soldadura, no disímil a aquellos de
la superficie del chocolate, causados por la interrupción del
flujo de gas o alguna vez por lo inclusión de pequeños
cuerpos extraños. El remedio usual es molar la soldadura y
rehacer la soldadura. Pero antes hay que controlar el flujo de
gas ( mas o meno 8 litros/minuto), limpiar muy bien la zona
de trabajo y entonces inclinar correctamente la antorcha
mientras se solda.
· Salpicadura
Pequeñas gotas de metal fundido que provienen del arco de
la soldadura.
En pequeñas cantidades es inevitable, pero se puede
reducir al mínimo regulando bien la corriente y el flujo del
gas, y manteniendo limpia la antorcha.
· Soldadura estrecha y redondeada
Es causada por el avance veloz de la antorcha o bien por el
gas no bien regulado.
· Soldadura espesa y ancha
Puede ser causada por el avncemuy lento de la antorcha.
· Hilo quemado detrás
Puede ser causado por en avance lento del hilo de la punta
guia hilo aflojada y consumada, hilo de baja calidad, piquito
guia gas muy cerrado o corriente muy elevada.
· Escasa penetración
Puede ser causado por en avance muy veloz de la antorcha,
corriente muy baja o alimentación del hilo no correcta,
polaridad invertida, chaflanes y distancia entre las orillas
insuficiente. Curar la regulación de los parametros
operativos y mejorar la preparación de los pedazos para
soldar.
· Agujeración del pedazo
Puede ser causado por el mivimiento demasiado lento de la
antorcha, corriente demasiado elevada o no correcta
alimentación del hilo.
· Fuerte salpicadura y porosidad
Puede ser causado por una distancia excesiva del piquito
guia gas del pedazo, suciedad sobre los pedazos o bien
escaso flujo de gas. Hay que verificar los dos parametros,
recordando que el gas no debe de ser inferior a 7-8 litros/
min. y que la corriente de soldadura tiene que ser apropriada
al diametro del hilo que se está utilizando. Es preferible tener
un reductor de presión de entrada y de salida. En el
manómetro de salida es posible leer tambien la cantidad
expresa en litros.
· Inestabilidad del arco
Puede ser causado por tensión insuficiente, avance del hilo
en forma irregular, gas de protección insuficiente.
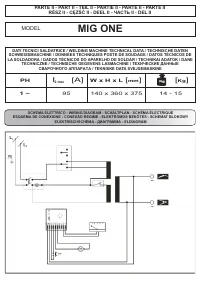
SIGNIFICADO DE LOS ESCRITOS Y DE LOS SIMBOLOS
1 ~
Tensión alterna
monofásica
3 ~
Tensión alterna trifásica
U
0
… (V)
Tensión máxima en vacío
Transformador-rectificador
EN 60974-1
Norma de la referencia
Característica constante
Soldadura a hilo MIG -
MAG
U
1
… (V/Hz)
Tensión alterna y
frecuencia de
alimentación de la
soldadora
I
2
… (A)
Corriente de soldadura
I
1 max
(A)
Corriente máxima
absorbida por la soldado-
ra
I
1 eff
… (A)
Corriente efectiva de
alimentación
X
Relación de intermitencia
IP21
Sigla que define el grado
de protección del aparato
H
Clase de aislamiento del
transformador.
Soldadora adecuada para
su uso en ambiente con
riesgo aumentado de
descargas eléctricas
Símbolos referidos a
normas de seguridad
"Cargando la instrucción" significa que debes esperar hasta que el archivo se cargue y puedas leerlo en línea. Algunas instrucciones son muy grandes y el tiempo de carga depende de la velocidad de tu conexión a Internet.
Otros modelos de equipos de soldadura Awelco
-
 Awelco BLUEMIG 110
Awelco BLUEMIG 110
-
 Awelco BLUEMIG 130
Awelco BLUEMIG 130
-
 Awelco BLUEMIG 145
Awelco BLUEMIG 145
-
 Awelco BLUEMIG 170
Awelco BLUEMIG 170
-
 Awelco CLUB 150
Awelco CLUB 150
-
 Awelco CLUB 170
Awelco CLUB 170
-
 Awelco CLUB 1800
Awelco CLUB 1800
-
 Awelco CLUB 1850
Awelco CLUB 1850
-
 Awelco HOBBY 150
Awelco HOBBY 150
-
 Awelco HOBBY 150US
Awelco HOBBY 150US