Telwin INVERPULSE 625 MIG TIG MMA - Manual de uso - Página 9










- 37 -
Seguir los siguientes pasos
(véase FIG. D)
:
a) Pulsar la tecla
“RECALL”.
b) Aparece “
Pr
” en la pantalla
(16)
y un número (comprendido entre “1” y “10”) en la
pantalla
(15)
.
c) Girando el mando encoder (indiferentemente la
(13)
o la
(14)
), elegir el número en
el que se había memorizado el programa con el que ahora se quiere trabajar.
d) Volver a pulsar la tecla “RECALL” durante más de 2 segundos.
e) En la pantalla se muestra ”
Ld Pr
” y entonces se ha recuperado el programa;
después de 2 segundos las pantallas cambian automáticamente a los valores
relativos al programa que se acaba de recuperar.
Nota. Si no se pulsa la tecla “RECALL” durante más de 2 segundos, las pantallas
indican ”
No Ld
” y no se carga el programa; las pantallas vuelven automáticamente
a la indicación inicial.
NOTAS:
- DURANTE LAS OPERACIONES CON LA TECLA “SAVE” Y “RECALL” SE
ILUMINA EL LED “PRG”.
- UN PROGRAMA RECUPERADO PUEDE MODIFICARSE A PLACER POR
EL OPERADOR, PERO LOS VALORES MODIFICADOS NO SE GUARDAN
AUTOMÁTICAMENTE. SI SE QUIEREN MEMORIZAR LOS NUEVOS VALORES
EN EL MISMO PROGRAMA ES NECESARIO EFECTUAR EL PROCEDIMIENTO
DE MEMORIZACIÓN (véase 4.3.2.3).
- EL REGISTRO DE LOS PROGRAMAS PERSONALIZADOS Y LA
PLANIFICACIÓN RELATIVA DE LOS PARÁMETROS ASOCIADOS ESTÁN A
CARGO DEL UTILIZADOR.
- NO PUEDEN GUARDARSE PROGRAMAS PERSONALIZADOS EN
MODALIDAD ELECTRODO MMA O TIG.
5. INSTALACIÓN
¡ATENCIÓN! EFECTUAR TODAS LAS OPERACIONES DE
INSTALACIÓN Y CONEXIONES ELÉCTRICAS CON LA SOLDADORA
RIGUROSAMENTE APAGADA Y DESCONECTADA DE LA RED DE
ALIMENTACIÓN.
LAS CONEXIONES ELÉCTRICAS DEBEN SER EFECTUADAS EXCLUSIVAMENTE
POR PERSONAL EXPERTO O CUALIFICADO.
5.1 PREPARACIÓN
- Desembalar el carro y efectuar su montaje de acuerdo con las instrucciones
incluidas.
- Desembalar la soldadora, el alimentador de hilo y eventualmente el grupo de
enfriamiento; instalarlos en el carro.
NOTA: introducir el conector de polarización si no se conecta el GRA (FIG. E).
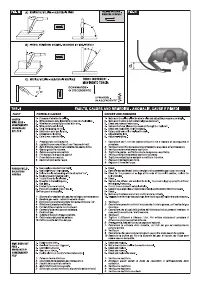
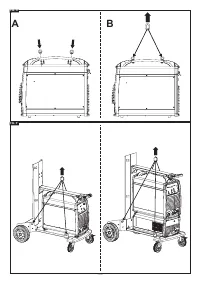
5.2 MODALIDAD DE ELEVACIÓN DE LA SOLDADORA O DEL EQUIPO DE
SOLDADURA
- La soldadora debe elevarse como se muestra en la figura
(FIG. O)
, sin las partes
extraíbles (soplete, tubos de gas, cables, etc) que podrían soltarse.
Como se ve en la figura, se debe efectuar el montaje de los anillos de fijación
utilizando los dos tornillos M8x25 incluidos como accesorios.
Atención:
los anillos de elevación con ranura con agujero de rosca M8 no están
incluidos en el suministro.
- El equipo de soldadura debe elevarse como se muestra en la figura
(FIG. P)
, sin
las partes extraíbles (alimentador de hilo, bombona, cables, mando a distancia) que
podrían soltarse.
Atención:
utilizar al mismo tiempo los 4 puntos de elevación especialmente
preparados.
5.3 UBICACIÓN DE LA SOLDADORA
Localizar el lugar de instalación de la soldadora de manera que no haya obstáculos
cerca de la apertura de entrada y de salida del aire de enfriamiento (circulación
forzada a través de ventilador, si está presente); asegúrese al mismo tiempo que no
se aspiran polvos conductivos, vapores corrosivos, humedad, etc...
Mantener al menos 250mm de espacio libre alrededor de la soldadora.
¡ATENCIÓN! Coloque la soldadora encima de una superficie plana
con una capacidad adecuada para el peso, para evitar que se vuelque
o se desplace peligrosamente.
5.4 CONEXIÓN A LA RED
5.4.1 Advertencias
- Antes de efectuar cualquier conexión eléctrica, compruebe que los datos de la
chapa de la soldadora correspondan a la tensión y frecuencia de red disponibles en
el lugar de instalación.
- La soldadora debe conectarse exclusivamente a un sistema de alimentación con
conductor de neutro conectado a tierra.
- Para garantizar la protección contra el contacto indirecto usar interruptores
diferenciales de tipo:
- Tipo A (
) para máquinas monofásicas;
- Tipo B (
) para máquinas trifásicas.
- Para satisfacer los requisitos de la Norma EN 61000-3-11 (Flicker) se aconseja la
conexión de la soldadora a los puntos de interfaz de la red de alimentación que
presentan una impedancia menor que Zmax = 0.283ohm.
- La soldadora no cumple los requisitos de la norma IEC/EN 61000-3-12.
Si ésta se conecta a una red de alimentación pública, es responsabilidad del
instalador o del utilizador comprobar que puede conectarse la soldadora (si es
necesario, consultar con el gestor de la red de distribución).
5.4.2 Enchufe y toma
Conectar al cable de alimentación un enchufe normalizado,
(3P + T)
de capacidad
adecuada y preparar una toma de red dotada de fusibles o interruptor automático; el
relativo terminal de tierra debe conectarse al conducto de tierra (amarillo-verde) de la
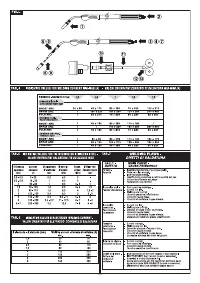
línea de alimentación. La tabla
(TAB.1)
indica los valores aconsejados en amperios
de los fusibles retrasados en base a la corriente máxima nominal distribuida por la
soldadora, y a la tensión nominal de alimentación.
5.5 CONEXIONES DEL CIRCUITO DE SOLDADURA
¡ATENCIÓN! ANTES DE EFECTUAR LAS SIGUIENTES CONEXIONES
ASEGURARSE DE QUE LA SOLDADORA ESTÁ APAGADA Y
DESCONECTADA DE LA RED DE ALIMENTACIÓN.
La tabla
(TAB. 1)
indica el valor aconsejado para los cables de soldadura (en mm
2
)
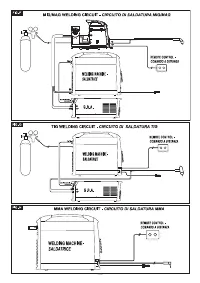
5.5.1 SOLDADURA DE HILO MIG-MAG (FIG.F)
5.5.1.1 Conexión de la bombona de gas
- Enroscar el reductor de presión a la válvula de la bombona de gas poniendo la
reducción adecuada suministrada como accesorio, cuando se utilice gas Argón o
mezcla Argón/CO
2
.
- Conectar el tubo de entrada del gas al reductor y ajustar la brida incluida; conectar
entonces el otro extremo del tubo al relativo racor presente en la parte posterior de
la soldadora y ajustar con la brida incluida.
- Aflojar la abrazadera de regulación del reductor de presión antes de abrir la válvula
de la bombona.
5.5.1.2 Conexión del soplete
- Acoplar el soplete en el conector de éste, ajustando a fondo manualmente la
abrazadera de bloqueo.
- Prepararla para la primera carga del hilo, desmontando la boquilla y el tubo de
contacto, para facilitar la salida.
- Cable de corriente de soldadura a la toma rápida (+).
- Cable de mando al conector relativo.
- Tubería de agua para versiones R.A. (soplete enfriado por agua) con racores
rápidos.
- Prestar atención en que los conectores estén bien apretados para evitar
sobrecalentamientos y pérdidas de eficiencia.
- Conectar el tubo de entrada del gas al reductor y ajustar la brida incluida; conectar
entonces el otro extremo del tubo al relativo racor presente en la parte posterior de
la soldadora y ajustar con la brida incluida.
5.5.1.3 Conexión del cable de retorno de la corriente de soldadura
- Se conecta a la pieza a soldar o al banco metálico en el que se apoya, lo más cerca
posible de la junta en ejecución.
- Este cable se conecta al borne con el símbolo (-).
5.5.2 SOLDADURA TIG (FIG. G)
5.5.2.1 Conexión a la bombona de gas
- Atornillar el reductor de presión a la válvula de la bombona de gas poniendo la
reducción adecuada suministrada como accesorio, cuando se utilice gas Argón o
mezcla Argón/CO
2
.
- Conectar el tubo de entrada del gas al reductor y ajustar la brida incluida; conectar
entonces el otro extremo del tubo en el relativo racor en la parte posterior de la
soldadora y ajustar con la abrazadera incluida.
- Aflojar la abrazadera de regulación del reductor de presión antes de abrir la válvula
de la bombona.
5.5.2.2 Conexión del cable de retorno de la corriente de soldadura
- Se conecta a la pieza a soldar o al banco metálico en el que se apoya, lo más cerca
posible de la junta en ejecución.
- Este cable se conecta al borne con el símbolo (+).
5.5.2.3 Conexión del soplete
- Conectar el soplete TIG a la toma rápida (-) en el panel anterior de la soldadora;
completar la conexión del tubo del gas y del cable de mando del soplete.
5.5.3 SOLDADURA CON ELECTRODO REVESTIDO MMA (FIG. H)
5.5.3.1 Conexión de la pinza portaelectrodo
Casi totalidad de los electrodos revestidos se conecta al polo positivo (+) del
generador; excepcionalmente al polo negativo (-) para electrodos con revestimiento
ácido.
Conectar el cable de la pinza portaelectrodo a la toma rápida (+) en el panel anterior.
Nota:
en algunos casos se aconseja la polaridad (-) en la pinza portaelectrodo; por lo
tanto, es necesario controlar las indicaciones del fabricante de los electrodos.
5.5.3.2 Conexión del cable de retorno de la corriente de soldadura
- Se conecta a la pieza a soldar o al banco metálico en el que se apoya, lo más
cerca posible de la junta en ejecución.
- Este cable se conecta al borne con el símbolo (-).
5.5.4 RECOMENDACIONES
- Girar a fondo los conectores de los cables de soldadura en las tomas rápidas
para garantizar un contacto eléctrico perfecto; en caso contrario se producirán
sobrecalentamientos de los mismos conectores lo que tendrá como resultado un
rápido deterioro y pérdida de eficiencia.
- Utilizar cables de soldadura lo más cortos posible.
- Evitar utilizar estructuras metálicas que no formen parte de la pieza en elaboración,
en sustitución del cable de retorno de la corriente de soldadura; esto puede ser
peligroso para la seguridad y provocar una soldadura no satisfactoria.
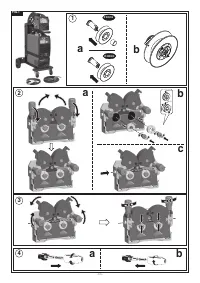
5.6 CARGA DE LA BOBINA DE HILO SOLDADURA (FIG. I)
¡ATENCIÓN! ANTES DE COMENZAR LAS OPERACIONES DE CARGA
DEL HILO, ASEGURARSE DE QUE LA SOLDADURA ESTÉ APAGADA
Y DESCONECTADA DE LA RED DE ALIMENTACIÓN.
COMPROBAR QUE LOS RODILLOS DEL ALIMENTADOR DE HILO, LA VAINA
DEL ALIMENTADOR DE HILO Y EL TUBO DE CONTACTO DEL SOPLETE
CORRESPONDAN AL DIÁMETRO Y A LA NATURALEZA DEL HILO QUE SE
QUIERE UTILIZAR Y QUE ESTÉN CORRECTAMENTE MONTADOS. DURANTE
LAS FASES DE PASADA DEL HILO NO PONERSE GUANTES DE PROTECCIÓN.
- Abrir el compartimento del carrete.
- Colocar la bobina de hilo en el carrete, manteniendo e cabo del hilo hacia arriba;
asegurarse de que la clavija de arrastre del carrete esté bien colocada en el agujero
previsto
(1a)
.
- Liberar el/los contrarodillo/s de presión y alejarlo/s de los rodillo/s inferior/es
(2a)
.
- Comprobar que el rodillo de alimentación sea adecuado al hilo utilizado
(2b).
- Liberar el cabo del hilo, cortar el extremo deformado con un corte limpio y sin
rebaba; girar la bobina en sentido antihorario y pasar el cabo del hilo en el
alimentador de hilo de entrada empujándolo unos 50-100 mm en el alimentador de
hilo del racor del soplete
(2c)
.
- Volver a colocar el/los contrarodillo/s regulando la presión en una valor intermedio,
comprobar que el hilo esté bien colocado en la ranura del rodillo inferior
(3)
.
- Frenar ligeramente el carrete usando el tornillo de regulación colocado en el centro
del mismo carrete
(1b)
.
- Quitar la boquilla y el tubo de contacto
(4a)
.
- Introducir el enchufe en la toma de alimentación, encender la soldadora, apretar
el pulsador del soplete y esperar a que el cabo del hilo recorra toda la vaina del
alimentador de hilo y salga unos 10-15 cm por la parte anterior del soplete, soltando
entonces el pulsador.
¡ATENCIÓN! Durante estas operaciones el hilo está bajo tensión
eléctrica y sometido a fuerza mecánica; por lo tanto puede causar,
si no se adoptan las precauciones oportunas, peligro de descarga
eléctrica, heridas y cebar arcos eléctricos.
- No dirigir la boca del soplete contra partes del cuerpo.
- No acercar el soplete a la bombona.
- Volver a montar en el soplete el tubo de contacto y la boquilla
(4b)
.
"Cargando la instrucción" significa que debes esperar hasta que el archivo se cargue y puedas leerlo en línea. Algunas instrucciones son muy grandes y el tiempo de carga depende de la velocidad de tu conexión a Internet.
Otros modelos de equipos de soldadura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA