SOLDADURA: DESCRIPCIÓN DEL PROCEDIMIENTO - Telwin TECHNOLOGY TIG 185 DC HF LIFT - Manual de uso - Página 7










Índice:
- Página 5 – ÍNDICE; SEGURIDAD GENERAL PARA LA SOLDADURA POR
- Página 6 – DESCRIPCIÓN DE LA SOLDADORA
- Página 7 – SOLDADURA: DESCRIPCIÓN DEL PROCEDIMIENTO
2
- Mando a distancia con un potenciómetro:
La Tabla
(TAB.1)
indica los valores aconsejados para los cables de soldadora (en mm )
girando el mando del potenciómetro se varía la corriente principal del mínimo al
en base a la máxima corriente distribuida por la soldadora.
_____________________________________________________________________________________________________________________
máximo. La regulación de la corriente principal es exclusiva del mando a distancia.
5.5.1 Soldadura TIG
- Mando a distancia a pedal:
Conexión del soplete
la posición del pedal determina el valor de la corriente. En modo TIG 2 TIEMPOS la
- Introducir el cable portacorriente en el relativo borne rápido (-). Conectar el conector
presión del pedal actúa como mando de inicio para la máquina en lugar del pulsador
de tres polos (pulsador soplete) en la toma relativa (si está previsto). Conectar el tubo
de soplete (si está previsto).
de gas del soplete en el racor relativo (si está previsto).
- Mando a distancia con dos potenciómetros:
Conexión del cable de retorno de la corriente de soldadura
el primer potenciómetro regula la corriente principal. El segundo potenciómetro
- Se conecta a la pieza a soldar o al banco metálico en el que se apoya, lo más cerca
regula otro parámetro que depende del modo de soldadura activo. Girando dicho
posible de la junta en ejecución.
potenciómetro se muestra el parámetro que se está variando (que no se puede
Este cable se conecta al borne con el símbolo (+).
controlar con el mando del panel).
Conexión a la bombona de gas
En modo MMA regula el ARC FORCE y en modo TIG, para las soldadoras con
- Atornille el reductor de presión a la válvula de la bombona de gas interponiendo, si es
cebado HF/LIFT regula la RAMPA DE BAJADA
necesario, la relativa reducción suministrada como accesorio.
- Mando a distancia TIG-PULSE (para la soldadora TWIN CASE y modelo
- Conectar el tubo de entrada del gas al reductor y ajustar la brida incluida.
trifásico con cebado HF/LIFT):
permite efectuar las soldaduras TIG con corriente
- Aflojar la abrazadera de regulación del reductor de presión antes de abrir la válvula
continua pulsante, con posibilidad de regular a distancia los parámetros principales:
de la bombona.
Intensidad de corriente de base, intensidad de corriente de impulso, duración del
- Abrir la bombona y regular la cantidad de gas (l/min) según los datos de orientación
impulso de corriente, periodo de los impulsos de corriente. Este procedimiento
de empleo, véase la tabla
(TAB.3);
eventuales ajustes del flujo de gas pueden
permite efectuar un mejor control del aporte térmico, en consecuencia se pueden
efectuarse durante la soldadura usando siempre la abrazadera del reductor de
soldar materiales con pequeños espesores o con tendencia al agrietamiento a altas
presión. Comprobar la estanqueidad de tuberías y racores.
temperaturas, además, favorece la soldadura en piezas de espesor diferente y de
¡ATENCIÓN! Cerrar siempre la válvula de la bombona de gas al final del trabajo.
aceros distintos tipo inoxidable o de aleaciones bajas. El mando a distancia TIG
PULSE está activo sólo en modalidad “TIG DC” 2 TIEMPOS y 4 TIEMPOS.
5.5.2 Soldadura MMA
La casi totalidad de los electrodos revestidos se conecta al polo positivo (+) del
5. INSTALACIÓN
generador; excepcionalmente al polo negativo (-) para electrodos con revestimiento
_____________________________________________________________________________________________________________________
ácido.
Conexión del cable de soldadura-pinza-portaelectrodo
¡ATENCIÓN! EFECTUAR TODAS LAS OPERACIONES DE INSTALACIÓN Y
Lleva en el terminal un borne especial que sirve para ajustar la parte descubierta del
CONEXIONES ELÉCTRICAS CON LA SOLDADORA RIGUROSAMENTE
electrodo.
APAGADA Y DESCONECTADA DE LA RED DE ALIMENTACIÓN.
Este cable se conecta al borne con el símbolo (+).
L A S C O N E X I O N E S E L É C T R I C A S D E B E N S E R E F E C T U A D A S
Conexión del cable de retorno de la corriente de soldadura
EXCLUSIVAMENTE POR PERSONAL EXPERTO O CUALIFICADO.
Se conecta a la pieza a soldar o al banco metálico en el que se apoya, lo más cerca
_____________________________________________________________________________________________________________________
posible de la junta en ejecución.
5.1 ENSAMBLAJE
Este cable se conecta al borne con el símbolo (-).
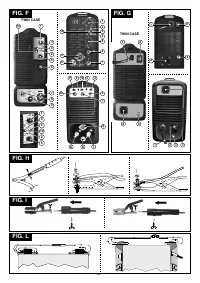
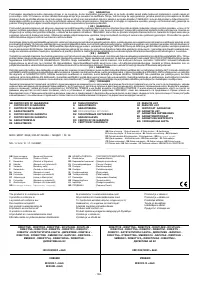
5.1.1 Ensamblaje del cable de retorno-pinza (FIG. H)
6. SOLDADURA: DESCRIPCIÓN DEL PROCEDIMIENTO
6.1 SOLDADURA TIG
5.1.2 Ensamblaje del cable de soldadura-pinza portaelectrodo, (FIG. I)
6.1.1 Principios generales
La soldadura TIG es un procedimiento de soldadura que aprovecha el calor producido
5.2 MODALIDAD DE ELEVACIÓN DE LA SOLDADORA
por el arco eléctrico que se ceba, y se mantiene, entre un electrodo infusible
Todas las soldadoras descritas en este manual deben levantarse utilizando el asa o la
(tunsgteno) y la pieza a soldar. El electrodo de tungsteno está sostenido por un soplete
correa incluidas si está prevista para el modelo (montada tal y como se describe en
FIG.
adecuado para transmitir la corriente de soldadura y proteger el mismo electrodo y el
L
).
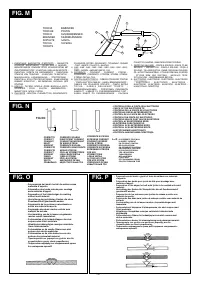
baño de soldadura de la oxidación atmosférica mediante un flujo de gas inerte
(normalmente argón: Ar 99,5%) que sale de la boquilla cerámica (
FIG. M
).
5.3 UBICACIÓN DE LA SOLDADORA
La soldadura TIG DC es adecuada para todos los aceros al carbono con aleaciones
Localizar el lugar de instalación de la soldadora de manera que no haya obstáculos
bajas y altas y para los metales pesados, cobre, níquel, titanio y sus aleaciones.
cerca de la apertura de entrada y de salida del aire de enfriamiento (circulación forzada
Para la soldadura en TIG DC con electrodo en el polo (-) generalmente se usa el
a través de ventilador, si está presente); asegúrese al mismo tiempo que no se aspiran
electrodo con el 2% de Cerio (banda de color gris).
polvos conductivos, vapores corrosivos, humedad, etc...
Es necesario sacar punta axialmente el electrodo de tungsteno en la muela, véase la
Mantener al menos 250 mm de espacio libre alrededor de la soldadora.
_____________________________________________________________________________________________________________________
FIG. N
, teniendo cuidado de que la punta sea perfectamente concéntrica para evitar
desviaciones del arco. Es importante efectuar el desbarbado con muela en el sentido
¡ATENCIÓN! Coloque la soldadora encima de una superficie plana con una
de la longitud del electrodo. Dicha operación se repetirá periódicamente en función del
empleo y del desgaste del electrodo o cuando el mismo se haya contaminado
capacidad adecuada para el peso, para evitar que se vuelque o se desplace
accidentalmente, oxidado o no se haya empleado correctamente.
peligrosamente.
_____________________________________________________________________________________________________________________
Es indispensable para una buena soldadura emplear el diámetro exacto del electrodo
con la corriente exacta, véase la tabla
(TAB.3).
5.4 CONEXIÓN A LA RED
Normalmente el saliente del electrodo de la boquilla cerámica es de 2-3 mm y puede
- Antes de efectuar cualquier conexión eléctrica, compruebe que los datos de la chapa
alcanzar los 8 mm para soldaduras en ángulo
.
de la soldadora correspondan a la tensión y frecuencia de red disponibles en el lugar
La soldadura se produce por fusión de los extremos de la junta. Para espesores finos
de instalación.
adecuadamente preparados (hasta 1 mm aprox.) no es necesario material de aporte
- La soldadora debe conectarse exclusivamente a un sistema de alimentación con
(FIG.O).
conductor de neutro conectado a tierra.
Para espesores superiores son necesarias varillas que tengan la misma composición
- Para garantizar la protección contra el contacto indirecto usar interruptores
que el material base y un diámetro adecuado con preparación adecuada de los
diferenciales de tipo:
extremos (
FIG. P
). Es conveniente, para conseguir una buena soldadura, que las
piezas se limpien cuidadosamente y que no tengan óxido, grasas, solventes, etc.
- Tipo A (
) para máquinas monofásicas;
- Tipo B (
) para máquinas trifásicas.
6.1.2 Cebado HF y LIFT
Cebado HF:
- Para satisfacer los requisitos de la Norma EN 61000-3-11 (Flicker) se aconseja la
El encendido del arco eléctrico se produce sin el contacto entre el electrodo de
conexión de la soldadora a los puntos de interfaz de la red de alimentación que
tungsteno y la pieza a soldar, con una chispa generada por un dispositivo de alta
presentan una impedancia menor que :
frecuencia. Dicha modalidad de cebado no comporta ni inclusiones de tungsteno en el
- Zmax = 0,21 ohm, para soldadoras monofásica con corriente absorbida superior a
baño de soldadura, ni el desgaste del electrodo y ofrece un inicio fácil en todas las
16A;
posiciones de soldadura.
- Zmax =0,31 ohm, para soldadoras monofásicas con corriente absorbida inferior o
Procedimiento:
igual a 16A;
Apretar el pulsador soplete acercando a la pieza la punta del electrodo (2-3 mm),
- Zmax = 0,283 ohm, para soldadora trifásica.
esperar el cebado del arco transferido por los impulsos HF y, con el arco encendido,
- La soldadora no cumple los requisitos de la norma IEC/EN 61000-3-12.
formar el baño de fusión en la pieza y proceder después de la junta.
Si ésta se conecta a una red de alimentación pública, es responsabilidad del
En caso que se detecten dificultades de cebado el arco a pesar de que se haya
instalador o del utilizador comprobar que puede conectarse la soldadora (si es
comprobado la presencia de gas y se vean las descargas HF, no insistir durante
necesario, consultar con el gestor de la red de distribución).
demasiado tiempo para no someter el electrodo a la acción del HF, comprobar la
integridad de la superficie y la forma de la punta, si es necesario afilándola con la
5.4.1 Enchufe y toma
muela. Al final del ciclo la corriente se anula con rampa de bajada programada.
- Las soldadoras monofásicas con corriente absorbida inferior o igual a 16A están
dotadas en origen de cable de alimentación con enchufe normalizado (2P+T)
Cebado LIFT :
16A\250V.
El encendido del arco eléctrico se produce alejando el electrodo de tungsteno de la
- Las soldadoras monofásicas con corriente absorbida superior a 16A y trifásicas
pieza a soldar. Dicha modalidad de cebado causa menos molestias de irradiación
están dotadas de cable de alimentación a conectar a un enchufe normalizado (2P+T)
eléctrica y reduce al mínimo las inclusiones de tungsteno y el desgaste del electrodo.
para los modelos monofásicos y (3P+T) para los modelos trifásicos, con capacidad
Procedimiento:
adecuada. Prepare una toma de red dotada de fusible o interruptor automático; el
Apoyar la punta del electrodo en la pieza, con una ligera presión. Apretar a fondo el
terminal relativo debe conectarse al conductor de tierra (amarillo-verde) de la línea
pulsador soplete (sólo para modelos HF/LIFT) y subir el electrodo 2-3 mm con unos
de alimentación.
instantes de retraso, obteniendo de esta manera el cebado del arco. La soldadura
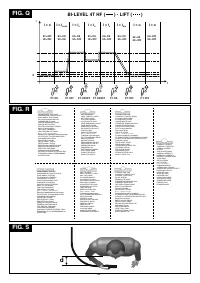
- La tabla
(TAB.1)
indica los valores aconsejados en amperios de los fusibles
inicialmente distribuye una corriente I
después de unos instantes, se distribuirá la
retrasados en base a la corriente máxima nominal distribuida por la soldadora, y a la
BASE
tensión nominal de alimentación.
corriente de soldadura programada. Al final del ciclo la corriente se anula con rampa de
bajada programada (sólo para modelos HF/LIFT).
5.5 CONEXIONES DEL CIRCUITO DE SOLDADURA
_____________________________________________________________________________________________________________________
6.1.3 Procedimiento
¡ATENCIÓN! ANTES DE EFECTUAR LAS SIGUIENTES CONEXIONES
6.1.3.1 Modalidad para soldadoras con cebado LIFT
- Regular la corriente de soldadura en el valor deseado con el mando; adecuar
ASEGURARSE DE QUE LA SOLDADORA ESTÁ APAGADA Y DESCONECTADA
eventualmente durante la soldadura al aporte térmico real necesario.
DE LA RED DE ALIMENTACIÓN.
- Comprobar que el gas fluye correctamente.
- 20 -
"Cargando la instrucción" significa que debes esperar hasta que el archivo se cargue y puedas leerlo en línea. Algunas instrucciones son muy grandes y el tiempo de carga depende de la velocidad de tu conexión a Internet.
Resumen
ÍNDICE ESPAÑOL pág. pág. 1. SEGURIDAD GENERAL PARA LA SOLDADURA POR ARCO ....................... 18 5.2 MODALIDAD DE ELEVACIÓN DE LA SOLDADORA ................................. 205.3 UBICACIÓN DE LA SOLDADORA ............................................................. 20 2. INTRODUCCIÓN Y DESCRIPC...
velocidad y precisión de la regulación, confieren a la soldadora excelentes cualidades. 4.1.2 Soldadora con cebado HF/LIFT (FIG. C) La regulación con sistema “inverter” en la entrada de la línea de alimentación (primario) 1- Entrada línea de alimentación monofásica o trifásica, grupo rectificador y...
2 - Mando a distancia con un potenciómetro: La Tabla (TAB.1) indica los valores aconsejados para los cables de soldadora (en mm ) girando el mando del potenciómetro se varía la corriente principal del mínimo al en base a la máxima corriente distribuida por la soldadora. _____________________________...
Otros modelos de equipos de soldadura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA