Telwin TECHNOLOGY TIG 185 DC HF LIFT - Manual de uso - Página 8










Índice:
OPERADOR.
- Para interrumpir la soldadura subir rápidamente el electrodo de la pieza.
7.1.1 SOPLETE
6.1.3.2 Modalidad para soldadoras con cebado HF/LIFT
- Evitar apoyar el soplete y su cable en piezas a alta temperatura; esto causaría la
Modo TIG con secuencia 2T:
fusión de los materiales aislantes dejándolo rápidamente fuera de servicio.
- Apretar al fondo el pulsador soplete, cebar el arco, mantener 2-3 mm de distancia de
- Comprobar periódicamente la estanqueidad de las tuberías y racores de gas.
la pieza.
- Acoplar cuidadosamente la pinza de ajuste del electrodo, mandril porta pinza con el
- Regular la corriente de soldadura en el valor deseado con el mando; adecuar
diámetro del electrodo elegido para evitar un recalentamiento, una mala difusión del
eventualmente durante la soldadura al aporte térmico real necesario.
gas y el consiguiente funcionamiento anómalo.
- Comprobar que el gas fluye correctamente.
- Controlar al menos una vez al día si las partes terminales del soplete están gastadas
- Para interrumpir la soldadura soltar el pulsador del soplete dando lugar al apagado
y correctamente montadas: boquilla, electrodo, pinza sujeta-electrodo, difusor de
gradual de la corriente (si se ha introducido el tiempo SLOPE DOWN) o al apagado
gas.
inmediato del arco con el subsiguiente post gas.
- Controlar, antes de cada utilización, el estado de desgaste y que el montaje de las
Modo TIG con secuencia 4T:
partes terminales del soplete sea correcto: boquilla, electrodo, pinza de ajuste del
- La primera presión del pulsador hace cebar el arco con una corriente I
. Al soltar el
BASE
electrodo, difusor de gas.
pulsador, la corriente sube hasta el valor de la corriente de soldadura; dicho valor se
mantiene también con el pulsador soltado. Manteniendo apretado el pulsador la
7.2 MANTENIMIENTO EXTRAORDINARIO
corriente disminuye según la función SLOPE DOWN (si se ha configurado) hasta la
LAS OPERACIONES DE MANTENIMIENTO EXTRAORDINARIO DEBEN SER
corriente mínima de soldadura. Esta última se mantiene hasta que se suelta el
EFECTUADAS EXCLUSIVAMENTE POR PERSONAL EXPERTO O CUALIFICADO
pulsador que termina el ciclo de soldadura y da inicio al periodo de post-gas.
EN EL ÁMBITO ELÉCTRICO-MECÁNICO.
En cambio, si durante la función SLOPE DOWN se suelta el pulsador, el ciclo de
_____________________________________________________________________________________________________________________
soldadura termina inmediatamente e inicia el periodo de post-gas.
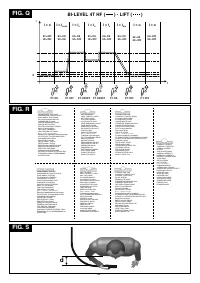
Modo TIG con secuencia 4T (BI-LEVEL) (sólo en los modelos TWIN CASE y
¡ATENCIÓN! ANTES DE QUITAR LOS PANELES DE LA SOLDADORA Y
trifásicos):
ACCEDER A SU INTERIOR ASEGURARSE DE QUE LA SOLDADORA ESTÉ
- El modo TIG 4T BI-LEVEL (para la soldadora TWIN CASE con cebado HF/LIFT) está
APAGADA Y DESCONECTADA DE LA RED DE ALIMENTACIÓN.
disponible sólo con mando a distancia de dos potenciómetros, I se puede regular
B
_____________________________________________________________________________________________________________________
con el potenciómetro Rampa de bajada/Arc Force de la soldadora. Si no está
Los controles que se puedan realizar bajo tensión en el interior de la soldadora
presente el mando de dos potenciómetros, la I es el 25% de la corriente fijada.
B
pueden causar una descarga eléctrica grave originada por el contacto directo
- La primera presión del pulsador hace cebar el arco con una corriente I
. Al soltar el
BASE
con partes en tensión y/o lesiones debidas al contacto directo con órganos en
pulsador, la corriente sube hasta el valor de la corriente de soldadura; dicho valor se
movimiento.
mantiene también con el pulsador soltado. Con cada presión siguiente del pulsador
- Periódicamente y en cualquier caso con una cierta frecuencia en función de la
(el tiempo que transcurre entre la presión y la liberación debe ser de breve duración)
utilización y del nivel de polvo del ambiente, revisar el interior de la soldadora y quitar
la corriente variará entre el valor fijado en el parámetro BI-LEVEL I y el valor de la
B
el polvo depositado en el transformador, reactancia y rectificador mediante un chorro
corriente principal I .
A
de aire comprimido seco (máx. 10bar).
Manteniendo apretado el pulsador la corriente disminuye según la función SLOPE
- Evitar dirigir el chorro de aire comprimido a las tarjetas electrónicas; si es necesario
DOWN (si se ha configurado) hasta la corriente mínima de soldadura. Esta última se
limpiarlas, usar un cepillo muy suave y disolventes apropiados.
mantiene hasta que se suelta el pulsador que termina el ciclo de soldadura y da inicio
- Aprovechar la ocasión para comprobar que las conexiones eléctricas estén bien
al periodo de post-gas.
ajustadas y que los cableados no presenten daños en el aislamiento.
En cambio, si durante la función SLOPE DOWN se suelta el pulsador, el ciclo de
- Al final de estas operaciones volver a montar los paneles de la soldadora ajustando a
soldadura termina inmediatamente e inicia el periodo de post-gas (
FIG.Q
).
fondo los tornillos de fijación.
- Evitar absolutamente efectuar operaciones de soldadura con la soldadora abierta.
6.2 SOLDADURA MMA
6.2.1 Observaciones
8. BUSQUEDA DE DAÑOS
- Es imprescindible, en cada caso, seguir las indicaciones del fabricante, referidas a la
EN EL CASO DE FUNCIONAMIENTO INSATISFACTORIO, Y ANTES DE EFECTUAR
confección de los electrodos utilizados, que indican la correcta polaridad del
COMPROBACIONES MAS SISTEMATICAS, O DIRIGIRSE A VUESTRO CENTRO
electrodo y la relativa corriente adecuada.
DE ASISTENCIA, COMPROBAR QUE:
- La corriente de soldadura va regulada en función del diámetro del electrodo utilizado
- La corriente de soldadura, regulada a través del potenciómetro, con referencia a la
y del tipo de junta que se desea realizar. A título indicativo, las corrientes utilizables,
escala graduada en Amperios, sea adecuada al diámetro y al tipo de electrodo
para los distintos tipos de electrodo, son:
utilizado.
- Con el interruptor general en "ON", se enciende la lámpara correspondiente; en caso
ø Electrodo (mm)
Corriente de soldadura (A)
contrario, el defecto normalmente reside en la línea de alimentación (cables, toma
min.
max.
y/o clavija, fusibles, etc.).
1.6
25
-
50
- No está iluminado el led amarillo que señaliza la intervención de la seguridad térmica
2
40
-
80
de sobretensión, de tensión baja y la de cortocircuito.
2.5
60
-
110
- Ha sido observada la relación de intermitencia nominal; en caso de intervención de la
3.2
80
-
160
protección termostática es preciso esperar el enfriamiento natural de la máquina;
4
120
-
200
compruebe la funcionalidad del ventilador.
5
150
-
280
- Controlar la tensión de línea : si el valor es demasiado elevado o demasiado bajo la
- Tener presente que, a igualdad de diámetro de electrodo, se utilizarán valores
soldadora queda bloqueada.
elevados de corriente para la soldadura en llano; mientras que para soldadura en
- Compruebe que no hay cortocircuito a la salida de la máquina; en tal caso proceda a
vertical o sobrepuesta, deberán utilizarse corrientes más bajas.
la eliminación de este inconveniente.
- Las características mecánicas de la junta soldada están determinadas, además de
- Las conexiones del circuito de soldadura se efectúan correctamente,
por la intensidad de la corriente elegida, por otros parámetros de soldadura como la
particularmente, que la pinza del cable de masa esté efectivamente conectada a la
longitud del arco, la velocidad y posición de la ejecución, el diámetro y la calidad de
pieza, y sin interposición de materiales aislantes (Ej. Barnices).
los electrodos (para una correcta conservación mantener los electrodos al
- El gas de protección usado sea correcto (Argón 99,5%) y en la justa cantidad.
resguardo de la humedad protegidas en sus paquetes o contenedores).
- Las características de la soldadura dependen también del valor de ARC-FORCE
(comportamiento dinámico) de la soldadora. Dicho parámetro se puede programar
(cuando esté previsto) desde el panel, o se puede programar con mando a distancia
de 2 potenciómetros.
- Nótese que los valores altos de ARC-FORCE dan mayor penetración y permiten la
soldadura en cualquier posición típicamente con electrodos básicos, mientras que
los valores bajos de ARC-FORCE permiten un arco más suave y sin salpicaduras
típicamente con electrodos rutilos.
La soldadora, además, está equipada con los dispositivos HOT START y ANTI
STICK que garantizan respectivamente inicios fáciles y una ausencia de pegado del
electrodo a la pieza.
6.2.2 Procedimiento
- Teniendo la máscara DELANTE DE LA CARA, rozar la punta del electrodo sobre la
pieza a soldar, siguiendo un movimiento, como si debiese encender un cerillo; éste
es el método más correcto para cebar el arco.
ATENCION: NO PUNTEAR el electrodo sobre la pieza, se corre el riesgo de dañar el
revestimiento, haciendo dificultoso el cebado del arco.
- Una vez cebado el arco, intentar mantener una distancia con la pieza, equivalente al
diámetro del electrodo utilizado, y mantener esta distancia la más constante posible,
durante la ejecución de la soldadura; recordar que la inclinación del electrodo, en el
sentido de avance, deberá ser de cerca de 20-30 grados.
- Al final del cordón de soldadura, llevar el extremo del electrodo ligeramente hacia
atrás, respecto a la dirección de avance, por encima del cráter, para efectuar el
relleno; después levantar rápidamente el electrodo del baño de fusión, para obtener
el apagado del arco
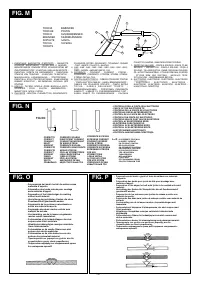
(ASPECTOS DEL CORDON DE SOLDADURA - FIG. R)
.
7. MANTENIMIENTO
_____________________________________________________________________________________________________________________
¡ATENCIÓN! ANTES DE EFECTUAR LAS OPERACIONES DE
MANTENIMIENTO, ASEGURARSE DE QUE LA SOLDADORA ESTÉ APAGADA Y
DESCONECTADA DE LA RED DE ALIMENTACIÓN.
_____________________________________________________________________________________________________________________
7.1
MANTENIMIENTO ORDINARIO:
LAS OPERACIONES DE MANTENIMIENTO ORDINARIO PUEDEN SER EFECTUADAS POR EL
- 21 -
"Cargando la instrucción" significa que debes esperar hasta que el archivo se cargue y puedas leerlo en línea. Algunas instrucciones son muy grandes y el tiempo de carga depende de la velocidad de tu conexión a Internet.
Resumen
ÍNDICE ESPAÑOL pág. pág. 1. SEGURIDAD GENERAL PARA LA SOLDADURA POR ARCO ....................... 18 5.2 MODALIDAD DE ELEVACIÓN DE LA SOLDADORA ................................. 205.3 UBICACIÓN DE LA SOLDADORA ............................................................. 20 2. INTRODUCCIÓN Y DESCRIPC...
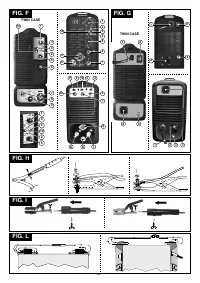
velocidad y precisión de la regulación, confieren a la soldadora excelentes cualidades. 4.1.2 Soldadora con cebado HF/LIFT (FIG. C) La regulación con sistema “inverter” en la entrada de la línea de alimentación (primario) 1- Entrada línea de alimentación monofásica o trifásica, grupo rectificador y...
2 - Mando a distancia con un potenciómetro: La Tabla (TAB.1) indica los valores aconsejados para los cables de soldadora (en mm ) girando el mando del potenciómetro se varía la corriente principal del mínimo al en base a la máxima corriente distribuida por la soldadora. _____________________________...
Otros modelos de equipos de soldadura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA