Telwin 41 - Manual de uso - Página 5













CONEXIÓN A LA RED
la pieza metálica que debido al calor se funde y se separa. El soplete
- Antes de efectuar cualquier conexión eléctrica, comprobar que los
utiliza aire comprimido proveniente de una única alimentación tanto para
datos de la chapa de la fuente de corriente correspondan a la tensión
el gas plasma como para el gas de enfriamiento y protección.
y frecuencia de red disponibles en el lugar de instalación.
Cebado HF
- La fuente de corriente debe conectarse exclusivamente a un sistema
Este tipo de cebado se usa típicamente en los modelos con corrientes
de alimentación con conductor de neutro conectado a tierra.
superiores a 50A.
- Para garantizar la protección contra el contacto indirecto usar
El inicio del ciclo está determinado por un arco de alta frecuencia/alta
interruptores diferenciales de tipo:
tensión ("HF") que permite el encendido de un arco piloto entre el
electrodo (polaridad -) y la boquilla del soplete (polaridad +). Acercando
- Tipo A (
) para máquinas monofásicas;
el soplete a la pieza a cortar, conectado a la polaridad (+) de la fuente de
corriente, el arco piloto se transfiere instaurando un arco plasma entre el
- Tipo B (
) para máquinas trifásicas.
electrodo (-) y la misma pieza (arco de corte). El arco piloto y HF se
excluyen apenas el arco plasma se establece entre el electrodo y la
- Para satisfacer los requisitos de la Norma EN 61000-3-11 (Flicker) se
pieza.
aconseja la conexión de la fuente de corriente a los puntos de interfaz
El tiempo de mantenimiento del arco piloto fijado en fábrica es de 2
de la red de alimentación que presentan una impendancia menor que,
segundos; si la transferencia no se efectúa en este intervalo de tiempo el
véase tabla 1 (TAB.1).
ciclo se bloquea automáticamente excepto el mantenimiento del aire de
enfriamiento.
Enchufe y toma
Para comenzar de nuevo el ciclo es necesario soltar el pulsador del
- Los modelos monofásicos con corriente absorbida inferior o igual a
soplete y volver a pulsarlo.
16A están dotados en origen de cable de alimentación con enchufe
Cebado en corto
normalizado (2P+T) 16A \250V.
Este tipo de cebado se usa típicamente en modelos con corrientes
- Los modelos monofásicos con corriente absorbida superior a 16A y
inferiores a 50A.
trifásicos están dotados de cable de alimentación a conectar a un
El inicio de ciclo está determinado por el movimiento del electrodo en el
enchufe normalizado (2P+T) para los modelos monofásicos y (3P+T)
interior de la boquilla del soplete, que permite el encendido de un arco
para los modelos trifásicos, con capacidad adecuada. Preparar una
piloto entre el electrodo (polaridad -) y la misma boquilla (polaridad +).
toma de red dotada de fusible o interruptor automático; el relativo
terminal de tierra debe estar conectado al conductor de tierra
Acercando el soplete a la pieza a cortar, conectado a la polaridad (+) de
(amarillo-verde) de la línea de alimentación.
la fuente de corriente, el arco piloto se transfiere instaurando un arco
plasma entre el electrodo (-) y la misma pieza (arco de corte).
- La Tabla 1 (TAB.1) indica los valores aconsejados en amperios de los
fusibles retrasados de línea de acuerdo con la máx. corriente nominal
El arco piloto se excluye en cuanto el arco plasma se establece entre el
distribuida por la máquina, y a la tensión nominal de alimentación.
electrodo y la pieza.
El tiempo de mantenimiento del arco piloto fijado en fábrica es de 2
---------------------------------------------------------------------------------------------
segundos; si la transferencia no se efectúa en este intervalo de tiempo el
ciclo se bloquea automáticamente excepto el mantenimiento del aire de
¡ATENCIÓN! La falta de respeto de las reglas antes citadas
enfriamiento.
hace que el sistema de seguridad previsto por el fabricante (clase I)
Para comenzar de nueve el ciclo es necesario soltar el pulsador del
no sea eficaz con los consiguientes graves riesgos para las
soplete y volver a pulsarlo.
personas (por ejemplo, descarga eléctrica, y para las cosas (por
ejemplo, incendio).
Operaciones preliminares.
---------------------------------------------------------------------------------------------
Antes de iniciar las operaciones de corte, comprobar que las partes de
consumo estén correctamente montadas inspeccionando el cabezal del
CONEXIONES DEL CIRCUITO DE CORTE
soplete tal y como se indica en el párrafo "MANTENIMIENTO
---------------------------------------------------------------------------------------------
SOPLETE".
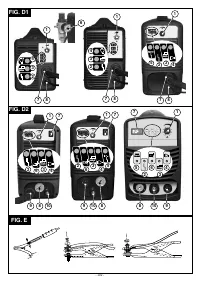
- Encender la fuente de corriente y fijar la corriente de corte: (Fig. C-1)
de acuerdo con el espesor y el tipo de material metálico que se quiere
¡ATENCIÓN! ANTES DE EFECTUAR LAS SIGUIENTES
cortar. En la TAB.3 se indica la velocidad de corte en función del
CONEXIONES ASEGURARSE DE QUE LA FUENTE DE CORRIENTE
espesor para los materiales aluminio, hierro y acero.
E S T É A PAG A DA Y D E S C O N E C TA D A D E L A R E D D E
- Pulsar y soltar el pulsador del soplete dado lugar al flujo de aire (
³
30
ALIMENTACIÓN.
segundos de post-aire).
La Tabla 1 (TAB. 1) indica los valores aconsejados para el cable de
- Regular, durante esta fase, la presión del aire hasta leer en el
retorno (en mm2) en base a la máxima corriente distribuida por la
manómetro el valor en “bar” necesario según el soplete utilizado (TAB.
máquina.
2).
---------------------------------------------------------------------------------------------
- Usar el pulsador del aire y hacer que salga aire del soplete.
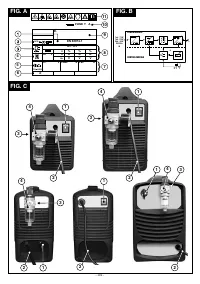
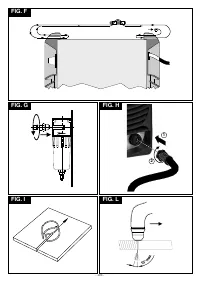
CONEXIÓN DE AIRE COMPRIMIDO (Fig. G).
- Usar el asa: tirar hacia arriba para desbloquear y girar para regular la
- Prepare una línea de distribución de aire comprimido con presión y
presión en el valor indicado en los DATOS TÉCNICOS SOPLETE.
caudal mínimos como se indica en la tabla 2 (TAB. 2), en los modelos
- Leer el valor necesario (bar) en el manómetro; empuje el asa para
que lo prevén.
bloquear la regulación.
- Dejar terminar espontáneamente el flujo de aire para facilitar la
¡IMPORTANTE!
eliminación de la posible condensación que se haya acumulado en el
No superar la presión máxima de entrada de 8 bar. Un aire que contenga
soplete.
unas cantidades notables de humedad o aceite puede causar un
Importante:
desgaste excesivo de las partes de consumo o dañar el soplete. Si
- Corte por contacto (con boquilla del soplete en contacto con la pieza a
existen dudas sobre la cantidad de aire comprimido a disposición se
cortar): se puede aplicar con una corriente máx. de 40-50A (valores
aconseja la utilización de un secador de aire, a instalar antes del filtro de
superiores de corriente llevan a la inmediata destrucción de la
entrada. Conectar, con una tubería flexible, la línea de aire comprimido a
boquilla-electrodo-portaboquilla).
la máquina, utilizando uno de los racores incluidos para montar en el
- Corte a distancia (con distanciador montado en soplete Fig.. I): se
filtro de aire de entrada, colocado en la parte posterior de la máquina.
puede aplicar para corrientes superiores a 35A;
- Electrodo y boquilla prolongados: se puede aplicar cuando está
Conexión del cable de retorno de la corriente de corte.
previsto.
Conecte el cable de retorno de la corriente de corte a la pieza a cortar o al
banco metálico de sostén respetando las siguientes precauciones:
Operación de corte (Fig. L).
- Comprobar que se establezca un buen contacto eléctrico en especial
- Acercar la boquilla del soplete al borde de la pieza (unos 2 mm.),
si se cortan chapas con revestimientos aislantes, oxidadas, etc.
pulsar el pulsador de soplete; después de aproximadamente 1
- Efectuar la conexión de masa lo más cerca posible de la zona de corte.
segundo (pre-aire) se obtiene el cebado del arco piloto.
- La utilización de estructuras metálicas que no son parte de la pieza en
- Si la distancia es adecuada, el arco piloto se transfiere
elaboración, como conductor de retorno de la corriente de corte
inmediatamente a la pieza dando lugar al arco de corte.
puede ser peligrosa para la seguridad y dar unos resultados
- Desplazar el soplete sobre la superficie de la pieza a lo largo de la
insuficientes en el corte.
línea ideal de corte con avance regular.
- No efectuar la conexión de masa en la parte de la pieza que debe
- Adecuar la velocidad de corte en base al espesor y a la corriente
quitarse.
seleccionada, comprobando que el arco de salida de la superficie
inferior de la pieza asuma una inclinación de 5-10° sobre la vertical en
Conexión del soplete de corte al plasma (Fig. H) (si se ha previsto).
sentido opuesto a la dirección del avance.
Introducir el terminal macho del soplete en el conector centralizado
- Una excesiva distancia soplete-pieza o la ausencia del material (final
colocado en el panel frontal de la máquina, haciendo que se curve la
de corte) causa la inmediata interrupción del arco.
llave de polarización. Atornillar a fondo, en sentido horario, la abrazadera
- La interrupción del arco (de corte o piloto) se obtiene siempre al liberar
de bloqueo para garantizar el paso de aire y corriente sin pérdidas.
el pulsador del soplete.
En algunos modelos, el soplete se suministra ya conectado a la fuente
de corriente.
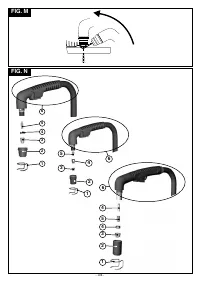
Perforado (Fig. M)
¡IMPORTANTE!
Si se debe realizar esta operación o efectuar inicios en el centro de la
Antes de iniciar las operaciones de corte, comprobar que las partes de
pieza, cebar con el soplete inclinado y ponerlo con un movimiento
consumo estén correctamente montadas inspeccionando el cabezal del
progresivo en posición vertical.
soplete tal y como se indica en el capítulo "MANTENIMIENTO
- Este procedimiento evita que retornos de arco o partículas fundidas
SOPLETE".
dañen el agujero de la boquilla reduciendo rápidamente la
funcionalidad.
6. CORTE AL PLASMA: DESCRIPCIÓN DEL PROCEDIMIENTO
- Perforados de piezas que tengan un espesor hasta el 25% superior al
El arco de plasma y el principio de aplicación en el corte de plasma.
máximo previsto en la gama de utilización pueden ser efectuados
El plasma es un gas que se calienta a temperatura extremadamente
directamente.
elevada y se ioniza para convertirse en conductor eléctrico. Este
procedimiento de corte utiliza el plasma para transferir el arco eléctrico a
- 22 -
"Cargando la instrucción" significa que debes esperar hasta que el archivo se cargue y puedas leerlo en línea. Algunas instrucciones son muy grandes y el tiempo de carga depende de la velocidad de tu conexión a Internet.