
Awelco BLUEMIG 110 Equipo de soldadura – Manual de instrucciones en formato pdf, léalo en línea gratis. Esperamos que le ayude a resolver cualquier duda que pueda tener al utilizar el aparato.
Si aún tiene preguntas, escríbalas debajo del manual de instrucciones.
"Estamos cargando el manual" significa que debe esperar a que se cargue el archivo para poder leerlo en línea. Algunos manuales son muy pesados y el tiempo que tardan en aparecer depende de su velocidad de internet.






3.2. MOTOR DE ARR ASTRE
Asegurarse que el rodillo de adelantamiento hilo tenga la acanaladura de
diametro igual a aquel del hiloEl rodillo lleva estampado lateralmente el
diametro que se quiere utilizar. Modelos estan equipados con rodillos
estriados aptos a la soldadura con hilo animado sin gas de protecciòn.
Para soldar con hilo lleno con GAS de protecciòn, reemplazan el rodillo
del grupo rastra hilo con un rodillo con acanaladura de forma
V
para el
hilo de acero y de forma
U
para el hilo de aluminio. Preguntan estos
rodillos y el reductor de presiòn a su revendedor de confianza o a la
sociedad constructora si quieren usar el soldador con gas de protecciòn.
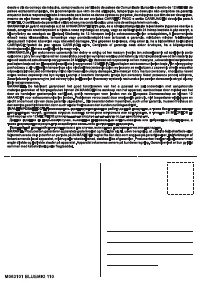
3.3. ARR ASTRE DEL HILO
1. Levantar la leva con resorte (1) hacia el alto (2) de manera de alesarla
de la rueda guia (3). Asegurarse que la rueda guia lleve impreso el
diametro del hilo que quereis utilizar en el lado a vista.
2. Con cuidado tomar el hilo de la bobina porta-hilo . Para evitar riesgo
de fastidioso desbobinaj e tener el hilo tenso hasta el punto (5).
3. Cortar los primeros 100 mm del hilo o de todos modos toda la part e
perjudicada.
4. Introducir el hilo en la guia (4), sovra el rodillo guia (3) y después en el
tubo capilar (5).
5. Cerrar la leva apreta-hilo demando el resorte cargado. Girar la bobina
para relaj ar el hilo.
6. La manopla de regulacion de la pression del hilo esta reglada à la
mitad. Si la pression es excessiva (riesco de deformar el hilo),
destornillar la manopola de modo de reducir la pression.Una pression
mayor es necessaria con hilo de 0,6 mm. Si el rodillo guia patina, hay
que aumentar la pression hasta que el hilo arrastre regularmente.
7.Quitar la boquilla guia gas y la punta de contacto guia hilo de la pistola
de la antorcha.
8. Poner el interuptor en posicion “ON” (“I”)
9. Tirar el cable de la antorcha de modo que sea tenso.
10. Apretar el gatillo de la antorcha y alimentar el hilo hasta que ello
aparesca à la extremidad de la pistola.(cuidado a no dirigir la pistola ni
contra vosotros ni contra otras personas en la cercania) luego relaj ar el
gatillo .
11. Apaj ar el equipo ponendolo en la posicion « OFF »(« O »).
Posicionar otra vez la boquilla de contacto y la boquilla guia gas.
13. Cortar el cable 6-10 mm más allá de la punta. Ahora la máquina está
lista para revolver.
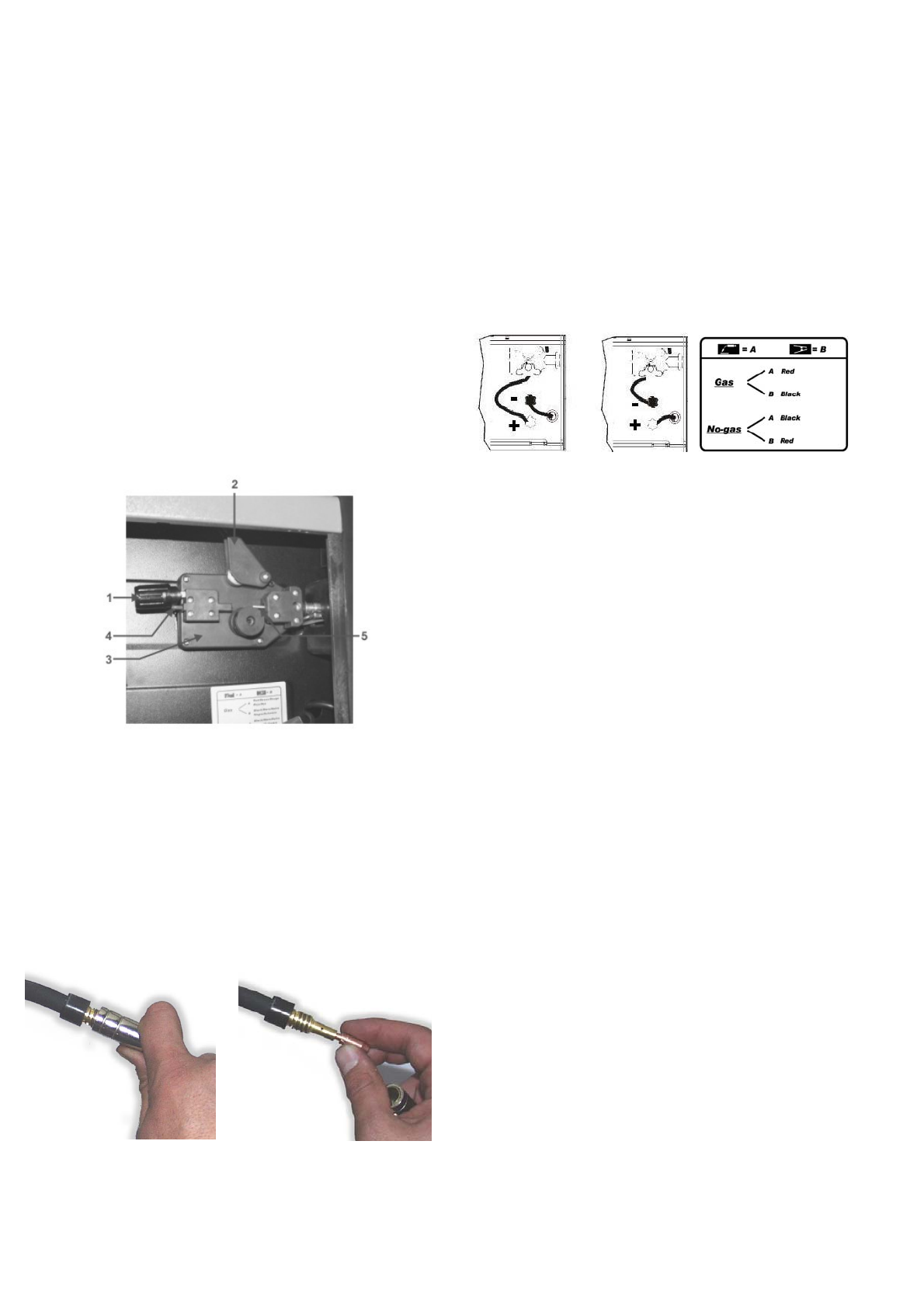
3.4. CONNEXIÓN DE LA ANTORCH A
La antorcha está conectada directamente y, entonces, está ya lista par a
el uso. Una eventual substitúción tiene que ser hecha con mucho
cuidado y si es posible hacerlo hacer a un especialista. Para substituir la
punta guia gas es suficiente desatornillar o tirar hacia el exterior. La
punta guia gas tiene que ser quitada cada vez hay que substituir el
inyector guia hilo. Tal inyector tiene siempre que ser del diametro
apropriado de aquel del hilo. Tener siempre perfectamente limpia la
punta guia gas.
4. MODOS DE SOLD ADURA
4.1. SOLD ADURA EN CONTINUO
Es el sistema màs usado. Una vez preparada la maquina es suficiente
apretar el pulsante de la antorcia y empezar las operaciones de
soldadura. Para terminar de soldar es suficiente dej ar el pulsante de la
antorcia.
4.2. PRESIÓN DEL G AS
La presión del gas tiene que ser regulada en modo que la erogación
corresponda a un valor comprendido entre 6 y 12 litros.
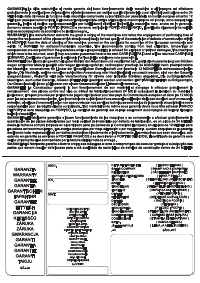
4.3. SOLD ADURA GAS- NO- GAS
4.3.1. Gas
- Abrazadera de la antorcha en la salida positiva (+) y pinza
de la masa en la salida negativa (-).
4.3.2. No-gas - (
solo para los modelos predispuesto). Pinza de masa en
la conexión positiva (+) y abrazadera de la antorcha en la conexión
negativa (-).
4.4. SOLD ADURA GAS- NO- GAS
A ) MIG
=
M
etal
I
nert
G
as
B ) MAG
=
M
etal
A
ctive
G
as
Los dos procedimientos son perfectamente equivalentes, lo que cambia
es el tipo de gas empleado. En el caso A, el gas empleado es el ARGON
( gas inerte ). En el caso B, el gas empleado es el CO
2
(gas activo). Par a
soldar las ligas de aluminio o de inox es necesario emplear ARGON pur o
o al maximo una mezcla compuesta por el 80 % de Argon y por el 20 %
de CO
2
. Se puede emplear el CO
2
solo solamente en el caso de
soldadura de acero al carbón ( hierro ).
5. GUIA A LA SOLDADURA
5.1. REGL A GENERAL
Cuanda la soldadura es regulada al minimo, es necesario que la largor
de la arco sea pequeña. Esto se obtiene teniendo la antorcha lo más
pròximo posible al pedazo para trabaj ar y con una inclinación de
aproximadamente 60 grados. El largo de la arco puede ser aumentado
medida que se aumenta la intensidad de corriente, al máximo se puede
llegar a una distancia de cerca 20 mm.
5.2. CONSEJOS DE C AR ACTER GENER AL
De tanto en tanto algunos defectos se pueden verificar en la soldadura.
Estos defectos se pueden eliminar prestando atención de algunas
sugestiones que a seguito les proponem os:
· Porosidad
Pequeños huecos en la soldadura, no disímil a aquellos de la superficie
del chocolate, causados por la interrupción del fluj o de gas o alguna vez
por lo inclusión de pequeños cuerpos extraños. El remedio usual es
molar la soldadura y rehacer la soldadura. Pero antes hay que controlar
el flujo de gas ( mas o meno 8 litros/minuto), limpiar muy bien la zona de
trabaj o y entonces inclinar correctamente la antorcha mientras se solda.
· Salpicadura
Pequeñas gotas de metal fundido que provienen del arco de la
soldadura.
En pequeñas cantidades es inevitable, pero se puede reducir al mínimo
regulando bien la corriente y el flujo del gas, y manteniendo limpia la
antorcha.
· Soldadura estrecha y redondeada
Es causada por el avance veloz de la antorcha o bien por el gas no bien
regulado.
· Soldadura espesa y ancha
Puede ser causada por el avncemuy lento de la antorcha.
· Hilo quemado detrás
Puede ser causado por en avance lento del hilo de la punta guia hilo
afloj ada y consumada, hilo de baj a calidad, piquito guia gas muy cerrado
o corriente muy elevada.
· Escasa penetración
Puede ser causado por en avance muy veloz de la antorcha, corriente
muy baj a o alimentación del hilo no correcta, polaridad invertida,
chaflanes y distancia entre las orillas insuficiente. Curar la regulación de
los parametros operativos y mej orar la preparación de los pedazos par a
soldar.
16
¿Tiene más preguntas?¿No ha encontrado la solución a su problema en el manual o tiene otros problemas? Haga su pregunta en el siguiente formulario con una descripción detallada de su situación para que otras personas y expertos puedan responderla. Si sabe cómo resolver el problema de otra persona, ayúdele :)