
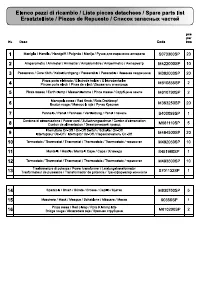
Awelco KOMBI 1000 Equipo de soldadura – Manual de instrucciones en formato pdf, léalo en línea gratis. Esperamos que le ayude a resolver cualquier duda que pueda tener al utilizar el aparato.
Si aún tiene preguntas, escríbalas debajo del manual de instrucciones.
"Estamos cargando el manual" significa que debe esperar a que se cargue el archivo para poder leerlo en línea. Algunos manuales son muy pesados y el tiempo que tardan en aparecer depende de su velocidad de internet.



t
w
Minden ciklus bevezetésének ideje
t
r
Minden ciklus reszetelésének ideje
I
1 max
(A)
Az áramellátási vezetékbõl
maximálisan elnyelt áram
IP21
Ez a szimbólum jelöli a hegeszt
ő
készülék véd-elmi osztályát
H
Ez a szimbólum jelöli a
transzformátor szigetelési osztál-yát.
Hegesztõgép, mely alkalmas a
hegesztési mûveletek olyan
környezetben való végrehajtására is,
ahol az áramütés megnövelt
veszélye áll fenn.
KEZEL
Ő
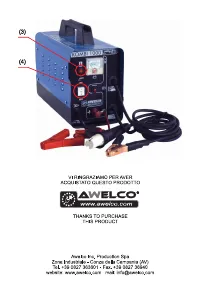
SZERVEK ELHELYEZKEDÉSE ÉS FELADATA
ÜZEMBEHELYEZÉS
FONTOS: csatlakoztatás, üzembe helyezés vagy használat el
ő
tt
olvassa található biztonsági el
ő
írásokat.
AZ ÁRAMFORRÁS CSATLAKOZTATÁSA AZ ELEKTROMOS
HÁLÓZATHOZ
Ellen
ő
rizzük, hogy a dugaszoló alj hálózata rendelkezik-e az
áramforrás adattábláján feltüntetett er
ő
sség
ű
biztosítékkal.
Biztosítani kell, hogy a szell
ő
z
ő
ventilátor burkolaton lév
ő
nyílásai
szabadon maradjanak indításkor és végig a használat során. Ez az
óvintézkedés kiküszöböli annak kockázatát, hogy a túlmelegedés
miatt tartós károsodás érje a berendezést.
A BERENDEZÉS CSATLAKOZTATÁSA ÉS EL
Ő
KÉSZÍTÉSE
BEVONT ELEKTRÓDÁS HEGESZTÉSHEZ
Minden csatlakozásnál ügyelni kell a szilárd illesztésre, hogy ne
legyen teljesítményveszteség.
Helyezze be a kiválasztott elektródát az elektródafogóba.
Állítsa be a kívánt hegeszt
ő
áramot az áramszabályozóval.
MEGJEGYZÉS: Komoly károsodás érheti a berendezést, ha
hegesztés közben kikapcsolják az áramforrást.
KARBANTARTÁS
A szükséges karbantartás mindössze annyi, hogy a gép belsejét ki
kell takarítani legalább évente egyszer. A takarítás s
ű
rített leveg
ő
vel,
a szell
ő
z
ő
nyílásokon keresztül történik. Poros vagy szennyezett
környezetben történ
ő
m
ű
ködtetés esetén gyakoribb tisztításra van
szükség.
A berendezésen javítást csak arra jogosult személy végezhet.
Javítassa berendezését szakm
ű
helyben.
A burkolat illetéktelen személy által történ
ő
megbontása a garancia
elvesztését eredményezi.
POLISH
OPIS URZ
Ą
DZENIA
Spawarka jest przeno
ś
nym urz
ą
dzeniem zasilanym z jednofazowej
sieci pr
ą
du przemiennego 230V – 50/60 Hz lub 230/400V – 50/60Hz.
Niewielkich rozmiarów, solidna obudowa czyni je idealnymi i
efektywnymi urz
ą
dzeniami o ró
ż
norodnym przeznaczeniu. Spawarka
posiadaj
ą
regulacj
ę
pr
ą
du spawania.
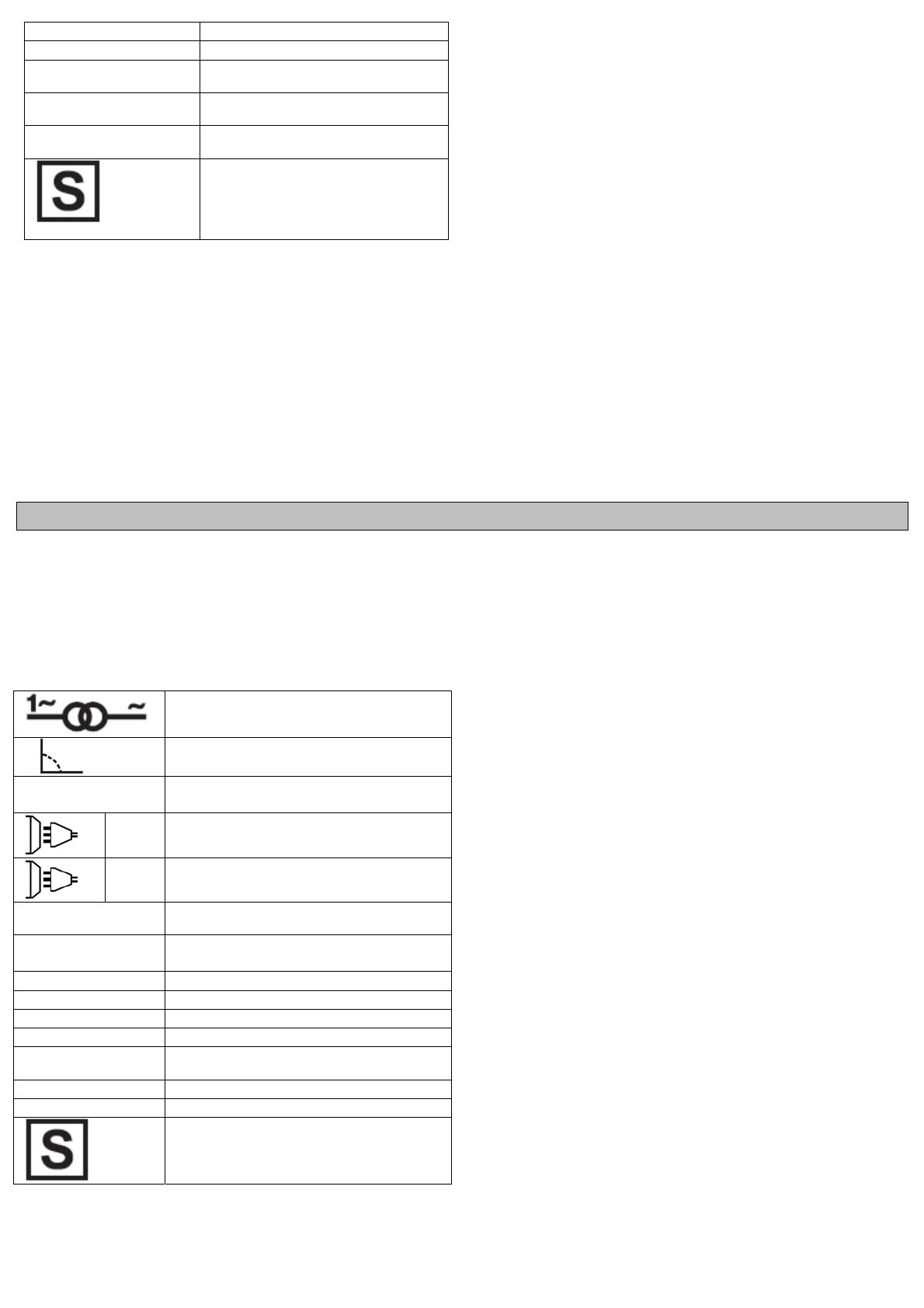
OBJA
Ś
NIENIE SYMBOLI
Transformator jednofazowy
Spada characteristic
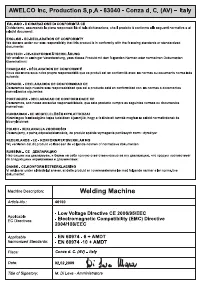
EN 60974-1
EN 60974-6
Norma odniesienie
1 ~
Pojedyncze fazy napi
ę
cia zmiennego
3 ~
Trzy fazy napi
ę
cia zmiennego
U
0
… (V)
Znamionowe napi
ę
cie w stanie bez
obci
ąż
enia
U
1
… (V/Hz)
Warto
ś
ci znamionowe napi
ę
cia zasilania i
cz
ę
stotliwo
ś
ci
I
2
… (A)
Ten symbol oznacza pr
ą
d spawania
Ø (mm)
Ś
rednica elektrody odniesienia
t
w
To czas wprowadzania ka
ż
dego cyklu
t
r
To czas resetowania ka
ż
dego cyklu
I
1 max
(A)
Symbol i warto
ść
znamionowa
maksymalnego pr
ą
du zasilania
IP21
Stopie
ń
ochrony
H
Klasa izolacji
Symbol spawarek, które mog
ą
by
ć
u
ż
ywane w
ś
rodowisku ze zwi
ę
kszonym
niebezpiecze
ń
stwem pora
ż
enia pr
ą
dem
elektrycznym
INSTALOWANIE
Rozpakowa
ć
spawark
ę
i zamontowa
ć
od
łą
czone cz
ęś
ci znajduj
ą
ce
si
ę
w opakowaniu.
W przypadku spawarek, które mog
ą
by
ć
zasilane napi
ę
ciem odwóch
warto
ś
ciach,
ś
rubk
ę
blokuj
ą
c
ą
na napi
ę
ciowym w
łą
cznikuzwrotnym
nale
ż
y nastawi
ć
w pozycji, która odpowiada rzeczywi-stemu
dost
ę
pnemu napi
ę
ciu.
INFORMACJE TECHNICZNE
Spawarka jest wyposa
ż
ona w bezpiecznik termiczny. Od
łą
cza on
automatycznie zasilanie, w przypadku przegrzania. Ponowne
w
łą
czenie b
ę
dzie mo
ż
liwe dopiero wtedy, gdy temperatura spadnie
do warto
ś
ci z zakresu pracy spawarki.
Aby w
łą
czy
ć
spawark
ę
nale
ź
y wcisn
ąć
wy
łę
cznik g
ł
ówny.
Nat
ęź
enie wytwarzanego pr
ą
du spawania jest stale regulowane, za
poprzez wci
ś
niêcie prze
łą
cznika uruchamianego r
ę
cznie lub za
pomoc
ą
pokr
ę
t
ł
a.
WSKAZÓWKI POMOCNE PRZY SPAWANIU
Spawane powierzchnie powinny by
ć
oczyszczone z rdzy, smarów,
olejów i farby. Nale
ż
y wybra
ć
elektrod
ę
odpowiedni
ą
do spawanego
materia
ł
u. Zaleca si
ę
wst
ę
pne przetestowanie elektrody i
ustawionego pr
ą
du spawania na materiale odpadowym. Przy
ł
o
ż
y
ć
elektrod
ę
w odleg
ł
o
ś
ci oko
ł
o 2 cm od miejsca spawania, za
ł
o
ż
y
ć
mask
ę
spawalnicz
ą
. Nast
ę
pnie nale
ż
y zajarzy
ć
ł
uk elektryczny
stosuj
ą
c metod
ę
iskrow
ą
lub kontaktow
ą
. Przez okienko maski
spawalniczej b
ę
dzie wida
ć
ł
uk elektryczny, którego d
ł
ugo
ść
nie
powinna by
ć
wi
ę
ksza ni
ż
1 - 1,5
ś
rednicy elektrody.
Wa
ż
ne jest, aby podczas ca
ł
ego procesu spawania utrzymywa
ć
sta
łą
d
ł
ugo
ść
ł
uku. Poniewa
ż
elektroda topi si
ę
podczas procesu spawania
nale
ż
y stopniowo obni
ż
a
ć
zacisk elektrody tak, aby d
ł
ugo
ść
ł
uku
zosta
ł
a na tym samym poziomie. Kiedy d
ł
ugo
ść
elektrody zmniejszy
si
ę
do oko
ł
o 5cm, nale
ż
y przerwa
ć
spawanie i wymieni
ć
elektrod
ę
na
now
ą
. Aby przerwa
ć
spawanie nale
ż
y po prostu wycofa
ć
elektrod
ę
z
punktu spawania. Zaleca si
ę
ż
eby elektrod
ę
odrywa
ć
stopniowo
unosz
ą
c ja wzd
ł
u
ż
spoiny pokrytej
ż
u
ż
lem. Pozwoli to unikn
ąć
rozprysków i porów na spawanych materia
ł
ach.
Nale
ż
y zachowa
ć
ostro
ż
no
ść
, spawany metal i elektroda s
ą
gor
ą
ce.
Pow
ł
ok
ę
ż
u
ż
low
ą
nale
ż
y usun
ąć
dopiero po ostygni
ę
ciu spoiny,
przez niezbyt mocne ostukanie jej m
ł
otkiem spawalniczym. Ponowne
spawanie mo
ż
na rozpocz
ąć
z miejsca zako
ń
czenia poprzedniego, po
upewnieniu si
ę
,
ż
e zosta
ł
a usuni
ę
ta warstwa
ż
u
ż
lu.
¿Tiene más preguntas?¿No ha encontrado la solución a su problema en el manual o tiene otros problemas? Haga su pregunta en el siguiente formulario con una descripción detallada de su situación para que otras personas y expertos puedan responderla. Si sabe cómo resolver el problema de otra persona, ayúdele :)