Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - Manual de uso - Página 8











Índice:
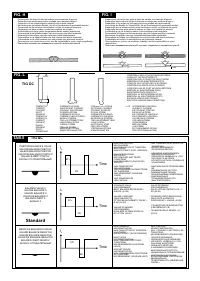
Cebado LIFT :
los electrodos (para una correcta conservación mantener los electrodos al
El encendido del arco eléctrico se produce alejando el electrodo de tungsteno de la
resguardo de la humedad protegidas en sus paquetes o contenedores).
pieza a soldar. Dicha modalidad de cebado causa menos molestias de irradiación
- Las características de la soldadura dependen también del valor de ARC-FORCE
eléctrica y reduce al mínimo las inclusiones de tungsteno y el desgaste del electrodo.
(comportamiento dinámico) de la soldadora. Dicho parámetro se puede programar
Procedimiento:
desde el panel, o se puede programar con mando a distancia de 2 potenciómetros.
Apoyar la punta del electrodo en la pieza, con una ligera presión. Apretar a fondo el
- Nótese que valores altos de ARC-FORCE dan mayor penetración y permiten la
pulsador soplete y subir el electrodo 2-3 mm con unos instantes de retraso, obteniendo
soldadura en cualquier posición típicamente con electrodos básicos, valores bajos
de esta manera el cebado del arco. La soldadura inicialmente distribuye una corriente
de ARC-FORCE permiten un arco más suave y sin salpicaduras típicamente con
I
, después de unos instantes, se distribuirá la corriente de soldadura programada. Al
electrodos rutilos.
BASE
La soldadora, además, está equipada con los dispositivos HOT START y ANTI
final del ciclo la corriente se anula con rampa de bajada programada.
STICK que garantizan inicios fáciles y una ausencia de pegado del electrodo a la
pieza.
6.1.2 Soldadura TIG DC
La soldadura TIG DC es adecuada para todos los aceros al carbono con aleaciones
6.2.1 Procedimiento
bajas y altas y para los metales pesados, cobre, níquel, titanio y sus aleaciones.
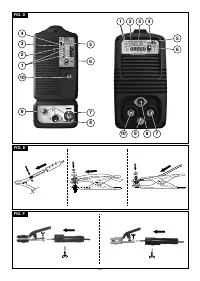
- Teniendo la máscara DELANTE DE LA CARA, rozar la punta del electrodo sobre la
Para la soldadura en TIG DC con electrodo en el polo (-) generalmente se usa el
pieza a soldar, siguiendo un movimiento, como si debiese encender un cerillo; éste
electrodo con el 2% de Torio (banda de color rojo) o el electrodo con el 2% de Cerio
es el método más correcto para cebar el arco.
(banda de color gris).
ATENCION: NO PUNTEAR el electrodo sobre la pieza, se corre el riesgo de dañar el
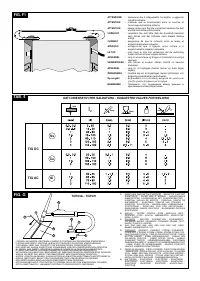
Es necesario sacar punta axialmente el electrodo de tungsteno en la muela, véase la
revestimiento, haciendo dificultoso el cebado del arco.
FIG. L
, teniendo cuidado de que la punta sea perfectamente concéntrica para evitar
- Una vez cebado el arco, intentar mantener una distancia con la pieza, equivalente al
desviaciones del arco. Es importante efectuar el desbarbado con muela en el sentido
diámetro del electrodo utilizado, y mantener esta distancia la más constante posible,
de la longitud del electrodo. Dicha operación se repetirá periódicamente en función del
durante la ejecución de la soldadura; recordar que la inclinación del electrodo, en el
empleo y del desgaste del electrodo o cuando el mismo se haya contaminado
sentido de avance, deberá ser de cerca de 20-30 grados.
accidentalmente, oxidado o no se haya empleado correctamente. En modo TIG DC es
- Al final del cordón de soldadura, llevar el extremo del electrodo ligeramente hacia
posible el funcionamiento 2 tiempos (2T) y 4 tiempos (4T).
atrás, respecto a la dirección de avance, por encima del cráter, para efectuar el
relleno; después levantar rápidamente el electrodo del baño de fusión, para obtener
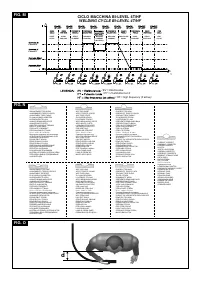
6.1.3 Soldadura TIG AC
el apagado del arco
(ASPECTOS DEL CORDON DE SOLDADURA - FIG. N)
.
Este tipo de soldadura permite soldar en metales como el aluminio y el magnesio que
forman en su superficie un óxido de protección y aislante. Invirtiendo la polaridad de la
corriente de soldadura, se consigue “romper” la capa superficial de óxido a través de un
7. MANTENIMIENTO
mecanismo llamado “ataque con iones”. La tensión es de forma alterna positiva (EP) y
_____________________________________________________________________________________________________________________
negativa (EN) en el electrodo de tungsteno. Durante el tiempo EP el óxido se quita de la
¡ATENCIÓN! ANTES DE EFECTUAR LAS OPERACIONES DE
superficie (“limpieza” o “decapado”) permitiendo la formación del baño. Durante el
tiempo EN se produce el aporte máximo térmico a la pieza permitiendo la soldadura. La
MANTENIMIENTO, ASEGURARSE DE QUE LA SOLDADORA ESTÉ APAGADA Y
posibilidad de variar el parámetro balance en CA permite reducir el tiempo de la
DESCONECTADA DE LA RED DE ALIMENTACIÓN.
_____________________________________________________________________________________________________________________
corriente EP al mínimo permitiendo una soldadura más rápida.
Mayores valores de balance permiten una soldadura más rápida, mayor penetración,
7.1 MANTENIMIENTO ORDINARIO
un arco más concentrado, un baño de soldadura más estrecho y un limitado
LAS OPERACIONES DE MANTENIMIENTO ORDINARIO PUEDEN SER
calentamiento del electrodo. Menores valores permiten una mayor limpieza de la pieza.
EFECTUADAS POR EL OPERADOR.
Usar un valor de balance demasiado bajo comporta un ensanchamiento del arco y de la
parte desoxidada, un sobrecalentamiento del electrodo con la consiguiente formación
7.1.1 Soplete
de una esfera en la punta y la degradación de la facilidad de cebado y de la
- Evitar apoyar el soplete y su cable en piezas a alta temperatura; esto causaría la
direccionalidad del arco. Usar un valor excesivo de balance comporta un baño de
fusión de los materiales aislantes dejándolo rápidamente fuera de servicio.
soldadura “sucio” con inclusiones oscuras.
- Comprobar periódicamente la estanqueidad de las tuberías y racores de gas.
La tabla
(TAB. 5)
resume los efectos de variación de los parámetros en soldadura CA.
-
Acoplar cuidadosamente la pinza de ajuste del electrodo, difusor de gas calibrado
En modo TIG AC es posible el funcionamiento 2 tiempos (2T) y 4 tiempos (4T).
con el diámetro del electrodo elegido para evitar un recalentamiento, una mala
Además son válidas las instrucciones relativas al procedimiento de soldadura.
difusión del gas y el consiguiente funcionamiento anómalo.
En la tabla (
TAB. 4
) se indican los datos de orientación para la soldadura en aluminio; el
-
Controlar, antes de cada utilización, si las partes terminales del soplete están
tipo de electrodo más adecuado es el electrodo al tungsteno puro (tira de color verde).
gastadas y correctamente montadas: boquilla, electrodo, pinza sujeta-electrodo,
difusor de gas.
6.1.4 Procedimiento
- Regular la corriente de soldadura en el valor deseado con el mando; adecuar, si es
7.2 MANTENIMIENTO EXTRAORDINARIO
necesario, durante la soldadura según el aporte térmico real necesario.
LAS OPERACIONES DE MANTENIMIENTO EXTRAORDINARIO DEBEN SER
- Apretar el pulsador del soplete comprobando el flujo del gas del soplete; calibrar, si
EFECTUADAS EXCLUSIVAMENTE POR PERSONAL EXPERTO O CUALIFICADO
es necesario, el tiempo de PRE GAS y de POST GAS: estos tiempos se regulan en
EN EL ÁMBITO ELÉCTRICO-MECÁNICO.
función de las condiciones operativas, en especial el retraso de gas debe ser tal que
_____________________________________________________________________________________________________________________
permita, al final de la soldadura, el enfriamiento del electrodo y del baño sin que
¡ATENCIÓN! ANTES DE QUITAR LOS PANELES DE LA SOLDADORA Y
entren en contacto con la atmósfera (oxidación y contaminaciones).
Modo TIG con secuencia 2T:
ACCEDER A SU INTERIOR ASEGURARSE DE QUE LA SOLDADORA ESTÉ
- Apretar a fondo el pulsador soplete (P.T.), cebar el arco y mantener 2-3 mm de
APAGADA Y DESCONECTADA DE LA RED DE ALIMENTACIÓN.
distancia de la pieza.
Los controles que se puedan realizar bajo tensión en el interior de la soldadora
- Para interrumpir la soldadura soltar el pulsador del soplete dando lugar al apagado
pueden causar una descarga eléctrica grave originada por el contacto directo
gradual de la corriente (si se ha conectado la función RAMPA FINAL) o al apagado
con partes en tensión y/o lesiones debidas al contacto directo con órganos en
inmediato del arco con el subsiguiente post gas.
movimiento.
_____________________________________________________________________________________________________________________
Modo TIG con secuencia 4T:
-
La primera presión del pulsador hace cebar el arco con una corriente I
. Al soltar el
Start
-
Periódicamente y en cualquier caso con una cierta frecuencia en función de la
pulsador, la corriente sube hasta el valor de la corriente de soldadura; dicho valor se
utilización y del nivel de polvo del ambiente, revisar el interior de la soldadora y quitar
mantiene también con el pulsador soltado. Cuando se vuelve a apretar el pulsador la
el polvo depositado en las tarjetas electrónicas con un cepillo muy suave o
corriente disminuye según la función RAMPA FINAL hasta I
. Este último se
minima
disolventes adecuados.
mantiene hasta que se suelta el pulsador que termina el ciclo de soldadura
- Aprovechar la ocasión para comprobar que las conexiones eléctricas estén bien
comenzando el periodo de POST GAS. En cambio, si durante la función RAMPA
ajustadas y que los cableados no presenten daños en el aislamiento.
FINAL se suelta el pulsador, el ciclo de soldadura termina inmediatamente e inicia el
- Al final de estas operaciones volver a montar los paneles de la soldadora ajustando
periodo de POST GAS.
a fondo los tornillos de fijación.
Modo TIG con secuencia 4T y BI-LEVEL:
- Evitar absolutamente efectuar operaciones de soldadura con la soldadora abierta.
- La primera presión del pulsador hace cebar el arco con una corriente I
. Al soltar el
Start
pulsador, la corriente sube hasta el valor de la corriente de soldadura; dicho valor se
8. BUSQUEDA DE DAÑOS
mantiene también con el pulsador soltado. Con cada presión siguiente del pulsador
EN EL CASO DE FUNCIONAMIENTO INSATISFACTORIO, Y ANTES DE EFECTUAR
(el tiempo que transcurre entre la presión y la liberación debe ser de breve duración)
COMPROBACIONES MAS SISTEMATICAS, O DIRIGIRSE A VUESTRO CENTRO
la corriente variará entre el valor fijado en el parámetro BI-LEVEL I y el valor de la
1
DE ASISTENCIA, COMPROBAR QUE:
corriente principal I .
2
-
La corriente de soldadura sea adecuada al diámetro y al tipo de electrodo utilizado.
Manteniendo apretado el pulsador durante un tiempo prolongado, la corriente baja
-
Con el interruptor general en "ON", se enciende la lámpara correspondiente; en
hasta I
. Esta última se mantiene hasta que se suelta el pulsador que termina el
minima
caso contrario, el defecto normalmente reside en la línea de alimentación (cables,
ciclo de soldadura comenzando el periodo de POST GAS
(FIG. M)
. En cambio, si
toma y/o clavija, fusibles, etc.).
durante la función RAMPA FINAL se suelta el pulsador, el ciclo de soldadura termina
-
No está iluminado el led amarillo que señaliza la intervención de la seguridad
inmediatamente e inicia el periodo de POST GAS.
térmica de sobretensión, de tensión baja y la de cortocircuito.
-
Ha sido observada la relación de intermitencia nominal; en caso de intervención de
6.2 SOLDADURA MMA
la protección termostática es preciso esperar el enfriamiento natural de la máquina;
- Es imprescindible, en cada caso, seguir las indicaciones del fabricante, referidas a la
compruebe la funcionalidad del ventilador.
confección de los electrodos utilizados, que indican la correcta polaridad del
-
Controlar la tensión de línea : si el valor es demasiado elevado o demasiado bajo la
electrodo y la relativa corriente adecuada.
soldadora queda bloqueada.
- La corriente de soldadura va regulada en función del diámetro del electrodo utilizado
-
Compruebe que no hay cortocircuito a la salida de la máquina; en tal caso proceda
y del tipo de junta que se desea realizar. A título indicativo, las corrientes utilizables,
a la eliminación de este inconveniente.
para los distintos tipos de electrodo, son:
-
Las conexiones del circuito de soldadura se efectúan correctamente,
particularmente, que la pinza del cable de masa esté efectivamente conectada a la
ø Electrodo (mm)
Corriente de soldadura (A)
pieza, y sin interposición de materiales aislantes (p.ej. Barnices).
min.
max.
-
El gas de protección usado sea correcto (Argón 99,5%) y en la justa cantidad.
1,6
25
-
50
2
40
-
80
2,5
60
-
110
3,2
80
-
160
4
120
-
200
- Tener presente que, a igualdad de diámetro de electrodo, se utilizarán valores
elevados de corriente para la soldadura en llano; mientras que para soldadura en
vertical o sobrepuesta, deberán utilizarse corrientes más bajas.
- Las características mecánicas de la junta soldada están determinadas, además de
por la intensidad de la corriente elegida, por otros parámetros de soldadura como la
longitud del arco, la velocidad y posición de la ejecución, el diámetro y la calidad de
- 24 -
"Cargando la instrucción" significa que debes esperar hasta que el archivo se cargue y puedas leerlo en línea. Algunas instrucciones son muy grandes y el tiempo de carga depende de la velocidad de tu conexión a Internet.
Resumen
ÍNDICE ESPAÑOL pág. pág. SOLDADORAS POR INVERTER PARA LA SOLDADUR TIG Y MMA PREVISTAS uso exclusivo en ambientes industriales y con objetivos profesionales. No se PARA USO INDUSTRIAL Y PROFESIONAL. asegura el cumplimiento de los límites de base relativos a la exposición humana Nota: En el texto que...
- Máscara de oscurecimiento automático: con filtro fijo o regulable. distancia. - Racor de gas y tubo de gas para conexión a la bombona de Argón. - Mando a distancia a pedal: - Reductor de presión con manómetro. la posición del pedal determina el valor de la corriente. En modo TIG 2 TIEMPOS, - Sople...
Segunda función: necesario, consultar con el gestor de la red de distribución). FUNCIONAMIENTO EN PULSADO En modo TIG AC/DC activa el funcionamiento en PULSADO y permite la regulación 5.3.1 Enchufe y toma de la corriente de segundo nivel I que puede alternarse con la corriente principal I conectar ...
Otros modelos de equipos de soldadura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA