Telwin TECHNOMIG 200 - Manual de uso - Página 8











DEL SOPLETE CORRESPONDAN AL DIÁMETRO Y A LA
5.7.2 Vaina en material sintético para hilos de aluminio
NATURALEZA DEL HILO QUE SE QUIERE UTILIZAR Y QUE ESTÉN
Efectuar las operaciones
1, 2, 3
como se ha indicado para la vaina de
CORRECTAMENTE MONTADOS. DURANTE LAS FASES DE
acero (no considerar las operaciones
4, 5, 6, 7, 8
).
PASADA DEL HILO NO PONERSE GUANTES DE PROTECCIÓN.
9-
Volver a atornillar el tubo de contacto para aluminio comprobando
-
Abrir el compar timento del carrete.
que esté en contacto con la vaina.
-
Colocar la bobina de hilo en el carrete, manteniendo e cabo del hilo
10-
Introducir en el extremo opuesto de la vaina (lado de conexión del
hacia arriba; asegurarse de que la clavija de arrastre del carrete
soplete) el niple de latón, el anillo OR y, manteniendo la vaina
esté bien colocada en el agujero previsto
(1a)
.
ligeramente presionada, ajustar la tuerca sujeta-vaina. La parte
-
Liberar el/los contrarodillo/s de presión y alejarlo/s de los rodillo/s
de la vaina que sobra debe quitarse a medida a continuación
inferior/es
(2a)
.
(véase
(13)
). Extraer del racor del soplete del alimentador de hilo
-
Controlar que el rodillo/s de arrastre sea apropiado para el hilo
el tubo capilar para vainas de acero.
utilizado
(2b)
.
11-
NO SE HA PREVISTO EL TUBO CAPILAR para vainas de
-
Liberar el cabo del hilo, cortar el extremo deformado con un corte
aluminio con un diámetro de 1,6-2,4mm (color amarillo); por lo
limpio y sin rebaba; girar la bobina en sentido antihorario y pasar el
tanto, la vaina se introducirá en el racor del soplete sin éste.
cabo del hilo en el alimentador de hilo de entrada empujándolo
Cortar el tubo capilar para vainas de aluminio de diámetro 1-
unos 50-100 mm en el alimentador de hilo del racor del soplete
1,2mm (color rojo) con una medida 2mm más pequeña que la del
(2c)
.
tubo de acero, e introducirlo en el extremo libre de la vaina.
-
Volver a colocar el/los contrarodillo/s regulando la presión en una
12-
Introducir y bloquear el soplete en el racor del alimentador de hilo;
valor intermedio, comprobar que el hilo esté bien colocado en la
marcar la vaina a 1-2mm de distancia de los rodillos; volver a
ranura del rodillo/s inferior
(3)
.
sacar el soplete.
-
Frenar ligeramente el carrete usando el tornillo de regulación
13-
Cortar la vaina, a la medida prevista, sin deformar el agujero de
colocado en el centro del mismo carrete
(1b)
.
entrada.
-
Quitar la boquilla y el tubo de contacto
(4a)
.
Volver a montar el soplete en el racor del alimentador de hilo y
montar la boquilla de gas.
-
Introducir el enchufe en la toma de alimentación, encender la
soldadora, apretar el pulsador del soplete y esperar a que el cabo
6. SOLDADURA A HILO
del hilo recorra toda la vaina del alimentador de hilo y salga unos
Short Arc (Arco corto)
10-15 cm por la parte anterior del soplete, soltando entonces el
La fusión del hilo y separación de la gota producida por corto circuitos
pulsador.
sucesivos de la punta del hilo en el baño de fusión (hasta 200 veces
______________________________________________________
por segundo).
Aceros al carbono y aleaciones bajas
¡ATENCIÓN! Durante estas operaciones el hilo está bajo
- Diámetros de hilos utilizables:
0,6-1,2mm
- Gama corriente de soldadura:
40-210A
tensión eléctrica y sometido a fuerza mecánica; por lo tanto
- Gama de tensión de arco:
14-23 V
puede causar, si no se adoptan las precauciones oportunas,
- Gas utilizable: CO y mezcla Ar/CO , Ar/CO /O
2
2
2
2
peligro de descarga eléctrica, heridas y cebar arcos eléctricos.
Aceros inoxidables
______________________________________________________
- Diámetros de hilos utilizables:
0,8-1mm
- Gama corriente de soldadura:
40-160A
- No dirigir la boca del soplete contra partes del cuerpo.
- Gama de tensión de arco:
14-20V
- No acercar el soplete a la bombona.
- Gas utilizable: mezcla Ar/O , Ar/CO (1-2%)
2
2
- Volver a montar en el soplete el tubo de contacto y la boquilla
(4b)
.
Aluminio y aleaciones
- Comprobar que el avance del hilo sea regular; calibrar la presión
- Diámetros de hilos utilizables:
0,8-1,6mm
de los rodillos y el frenado del carrete en los valores mínimos
- Gama corriente de soldadura:
75-160A
posible comprobando que el hilo no se salga de la ranura y que en
- Gama de tensión de arco:
16-22V
el momento del arrastre las espiras de hilo no se aflojen debido a la
- Gas utilizable: Ar 99,9%
excesiva inercia de la bobina.
- Longitud libre del hilo (stick-out):
5-12mm
- Cortar el extremo del hilo que sale por la boquilla a unos 10-15 mm.
Normalmente el tubo de contacto debe estar al nivel de la boquilla o
- Cerrar el compartimento del carrete.
debe salir ligeramente con los hilos más finos y tensiones de arco más
bajas; la longitud libre del hilo (stick-out) normalmente estará
CARGA BOBINA HILO EN EL SPOOL GUN (Fig. H)
comprendida entre 5 y 12mm.
______________________________________________________
Aplicación:
Soldadura en cualquier posición, en espesores finos o
¡ATENCIÓN! ANTES DE COMENZAR LAS OPERACIONES DE
para la primera pasada en bisel favorecida por la apor tación térmica
CARGA DEL HILO, ASEGURARSE DE QUE LA SOLDADURA
limitada y el baño bien controlable.
E S T É A PAG A DA Y D E S C O N E C TA DA D E L A R E D D E
ALIMENTACIÓN. O QUE EL SPOOL GUN ESTÉ DESCONECTADO
Nota:
La transferencia SHORT ARC para la soldadura del aluminio y
DE LA MÁQUINA.
aleaciones debe adoptarse con precaución (especialmente con hilos
______________________________________________________
de diámetro > 1mm) ya que puede presentarse el riesgo de defectos
de fusión.
COMPROBAR QUE LOS RODILLOS REMOLCA-HILO, LA VAINA
GUÍA- HILO Y EL TUBO DE CONTACTO DEL SPOOL GUN
SOLDADURA A HILO
CORRESPONDAN AL DIÁMETRO Y A LA NATURALEZA DEL HILO
MODALIDAD DE TRANSFERENCIA SPRAY ARC (ARCO DE
QUE SE QUIERE UTILIZAR Y QUE ESTÉN CORRECTAMENTE
PULVERIZACIÓN)
MONTADOS. DURANTE LAS FASES DE PASADA DEL HILO NO
La fusión de hilo tendrá una corriente o tensión mas elevada con
PONERSE GUANTES DE PROTECCIÓN.
respecto a arco corto; la punta del hilo no entra mas en contacto con el
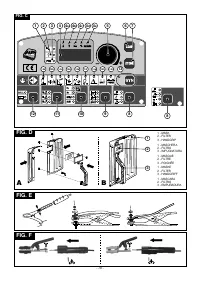
- Quitar la tapa destornillando el tornillo relativo
(1)
baño de fusión; de elle tiene origen un arco a través del cual pasan las
- Colocar la bobina del hilo en el carrete.
gotas metálicas procedentes de la fusión continua del hilo electrodo,
- Liberar el contrarrodillo de presión y alejarlo del rodillo inferior
(2)
.
en ausencia por tanto de cortos circuitos.
- Liberar el cabo del hilo, cor tar el extremo deformado con un cor te
Aceros al carbono y aleaciones bajas
limpio y sin rebaba; girar la bobina en sentido antihorario y pasar el
- Diámetros de hilos utilizables:
0,8-1,6mm
cabo del hilo en el alimentador de hilo de entrada empujándolo unos
- Gama corriente de soldadura:
180-450A
50-100 mm en el interior de la lanza
(2)
.
- Gama tensión del arco :
24-40V
- Volver a colocar el contrarrodillo regulando la presión en un valor
- Gas utilizable:
mezcla Ar/CO , Ar/CO /O
2
2
2
intermedio y comprobar que el hilo esté correctamente colocado en
Aceros inoxidables
la ranura del rodillo inferior
(3)
.
- Diámetros de hilos utilizables:
1-1,6mm
- Frenar ligeramente el carrete con el relativo tornillo de regulación.
- Gama corriente de soldadura:
140-390A
- Con el
Spool gun
Conectado, encender la soldadora y pulsar el
- Gama tensión del arco:
22-32V
pulsador del spool gun y esperar que el cabo del hilo recorriendo
- Gas utilizable:
mezcla Ar/O , Ar/CO (1-2%)
2
2
toda la vaina guía-hilo salga unos 10-15 cm de la parte anterior del
Aluminio y aleaciones
soplete, entonces soltar el pulsador del soplete.
- Diámetros de hilos utilizables:
0,8-1,6mm
- Gama corriente de soldadura:
120-360A
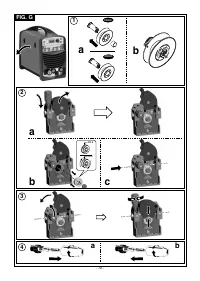
SUSTITUCIÓN DEL LA VAINA DE LA GUÍA DEL HILO EN EL
- Gama tensión del arco :
24-30V
SOPLETE (FIG. I)
- Gas utilizable:
Ar 99,9%
Antes de efectuar la sustitución de la vaina, extender el cable del
Normalmente el tubo de contacto debe estar en el interior de la
soplete evitando que forme curvas.
boquilla unos 5-10mm, tanto más cuanto más elevada es la tensión de
arco; la longitud libre del hilo (stick-out) normalmente estará
5.7.1 Vaina en espiral para hilos de acero
comprendida entre 10 y 20mm.
1-
Destornillar la boquilla y el tubo de contacto de la cabeza del
En MODALIDAD MANUAL (“PRG 0”) una vez que los parámetros de
soplete.
velocidad de hilo y de tensión de arco han sido seleccionados
2-
Destornillar la tuerca sujeta-vaina del conector central y quitar la
correctamente (o sea, con valores compatibles) el valor de reactancia
vaina existente.
a seleccionar es indiferente.
3-
Pasar la nueva vaina en el conducto del cable-soplete y empujarla
suavemente hasta hacerla salir por la cabeza del soplete.
Aplicación:
Soldadura en plano con espesores no inferiores a 3-4mm
4-
Volver a atornillar la tuerca sujeta-vaina a mano.
(baño muy fluido); la velocidad de ejecución y la tasa de depósito son
5-
Cortar con hilo el trozo de vaina que sobra comprimiéndola un
muy elevados (alta aportación térmica).
poco; volver a sacarla del cable del soplete.
6-
Biselar la zona de corte de la vaina y volver a introducirla en el
SOLDADURA A HILO
conducto del cable-soplete.
MODALIDAD DE TRANSFERENCIA PULSE ARC (ARCO
7-
Volver a atornillar entonces la tuerca apretándola con una llave.
PULSADO) (SI PREVISTA)
8-
Volver a montar el tubo de contacto y la boquilla.
Es una transferencia controlada situada en la zona de funciones
- 32 -
"Cargando la instrucción" significa que debes esperar hasta que el archivo se cargue y puedas leerlo en línea. Algunas instrucciones son muy grandes y el tiempo de carga depende de la velocidad de tu conexión a Internet.
Otros modelos de equipos de soldadura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA