Telwin ENTERPRISE PLASMA 160 HF - Manual de uso - Página 6

















plasma pueden interferir con el funcionamiento de aparatos
- Kit de racores para la conexión del aire comprimido.
eléctricos y electrónicos.
ACCESORIOS BAJO SOLICITUD
Los portadores de aparatos eléctricos o electrónicos vitales (Ej,
- Kit electrodos-boquillas de recambio.
marcapasos, respiradores, etc...) deben consultar con su médico
- Kit de electrodos-boquillas prolongadas (si está previsto).
antes de pararse cerca de las áreas de utilización de este sistema
- Unidad de corte circular.
de corte al plasma.
Se desaconseja el uso de este sistema de corte al plasma a los
3. DATOS TÉCNICOS
portadores de aparatos eléctricos o electrónicos vitales.
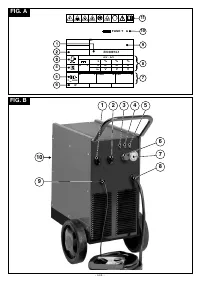
CHAPA DE DATOS
Los principales datos relativos al empleo y a las prestaciones del sistema
de corte al plasma se resumen en la chapa de características con el
siguiente significado:
Fig. A
- Este sistema de corte al plasma satisface los requisitos del
1-
Norma EUROPEA de referencia para la seguridad y la fabricación de
estándar técnico de producto para su uso exclusivo en
las máquinas para la soldadura por arco y corte al plasma.
ambientes industriales y con objetivos profesionales.
2 -
Símbolo de la estructura interna de la máquina.
No se asegura que la máquina cumpla los requisitos de
3-
Símbolo del procedimiento de corte al plasma.
compatibilidad electromagnética en ambiente doméstico.
4-
Símbolo S: indica que pueden efectuarse operaciones de corte en un
ambiente con un mayor riesgo de shock eléctrico (Por ejemplo muy
cerca de grandes masas metálicas).
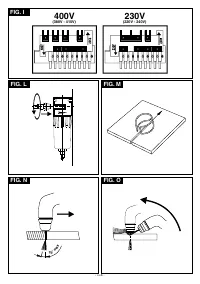
5 -
Símbolo de la línea de alimentación:
PRECAUCIONES SUPLEMENTARIAS
1~: tensión alterna monofásica
LAS OPERACIONES DE CORTE AL PLASMA:
3~: tensión alterna trifásica
- En ambiente con mayor riesgo de descarga eléctrica;
6 -
Grado de protección del envoltorio.
- En espacios cerrados;
7 -
Datos características de la línea de alimentación:
- En presencia de materiales inflamables o explosivos;
- U
:Tensión alterna y frecuencia de alimentación de la máquina
1
Estas situaciones DEBEN ser valoradas a priori por un
(límites admitidos ±10%):
“responsable experto” y deben efectuarse siempre con la
- I
: Corriente máxima absorbida por la línea.
1 max
presencia de otras personas preparadas para efectuar las
- I
: Corriente efectiva de alimentación
1eff
necesarias intervenciones en caso de emergencia.
8 -
Prestaciones del circuito de corte:
DEBEN adoptarse los medios técnicos de protección
- U
: Tensión máxima en vacío (circuito de corte abierto).
0
descritos en 5.10; A.7; A.9 de la “ESPECIFICACIÓN TÉCNICA
- I /U
:Corriente y tensión correspondiente normalizada que
2
2
IEC o CLC/TS 62081”.
pueden ser distribuidas por la máquina durante el corte.
- DEBEN prohibirse las operaciones de corte mientras la fuente
- X
: Relación de intermitencia: indica el tiempo durante el cual la
de corriente está sostenida por el operador (por ejemplo, con
máquina puede distribuir la corriente correspondiente
correas).
(misma columna). Se expresa en % sobre la base de un ciclo
- DEBEN prohibirse las operaciones de corte mientras el
de 10min (por ejemplo 60% = 6 minutos de trabajo, 4
operador esté elevado del suelo, excepto si se usan
minutos parada; y así sucesivamente).
plataformas de seguridad.
En el caso que los factores de utilización sean superados (de
- ¡ATENCIÓN! SEGURIDAD DEL SISTEMA PARA CORTE
chapa, referidos a 40ºC ambiente) se producirá la
PLASMA.
inter vención de la protección térmica (la máquina
Sólo el modelo de soplete previsto y su relativa combinación
permanece en stand-by hasta que su temperatura vuelve a
con la fuente de corriente tal y como se indica en los "DATOS
los límites admitidos).
TÉCNICOS" garantizan que los dispositivos de seguridad
- A/V-A/V:
Indica la gama de regulación de la corriente de corte
previstos por el fabricante sean eficaces (sistema de
(mínimo - máximo) a la correspondiente tensión de arco.
interbloqueo).
9 -
Número de matrícula para la identificación de la máquina
- NO UTILIZAR sopletes y las partes de consumo relativas con
(indispensable para la asistencia técnica, solicitud de recambios,
un origen diferente.
búsqueda del origen del producto).
- NO INTENTAR ACOPLAR A LA FUENTE DE CORRIENTE
10-
:
Valor de los fusibles de accionamiento retardado que se
sopletes fabricados con procedimientos de cor te o
deben preparar para la protección de la línea
SOLDADURA no previstos en estas instrucciones.
11-
Símbolos referidos a normas de seguridad cuyo significado se indica
- LA FALTA DE RESPETO DE ESTAS REGLAS puede ocasionar
en el capítulo 1 "Seguridad general para la soldadura por arco".
GRAVES peligros para la seguridad física de usuario y dañar el
aparato.
Nota: El ejemplo de chapa incluido es una indicación del significado de
los símbolos y de las cifras; los valores exactos de los datos técnicos del
sistema de corte al plasma en su posesión deben controlarse
directamente en la chapa de la misma máquina.
RIESGOS RESTANTES
OTROS DATOS TÉCNICOS:
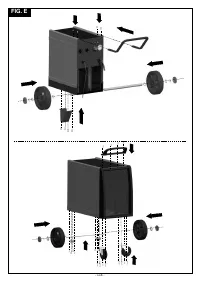
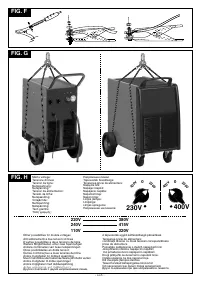
- VUELCO: colocar la fuente de corriente para corte al plasma en
- FUENTE DE CORRIENTE: vea tabla 1 (TAB.1)
una superficie horizontal con una capacidad adecuada para la
- SOPLETE: vea tabla 2 (TAB.2)
masa; en caso contrario, (por ejemplo, pavimentos inclinados o
El peso de la máquina se indica en la tabla 1 (TAB.1)
no igualados) existe el peligro de vuelco.
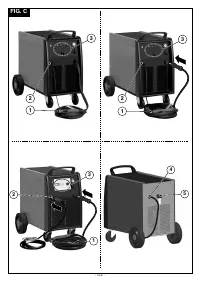
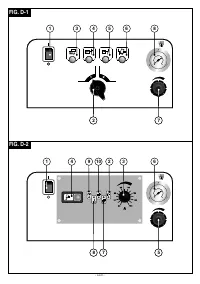
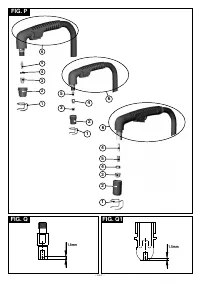
4. DESCRIPCIÓN DEL SISTEMA DE CORTE AL PLASMA
- USO IMPROPIO: es peligrosa la utilización del sistema de corte
Dispositivos de control, regulación y conexión
para cualquier elaboración diferente de la prevista.
Versiones con cebado por contacto (I máx.
£
50A) (FIG. B)
2
1 - Conmutador de cambio de tensión y paro
- Se prohíbe elevar la máquina si no se han quitado antes todos los
- En posición 400 V (230 V) la máquina está preparada para el
cables/tuberías de interconexiones o de alimentación.
funcionamiento, señal luminosa encendida (3). Los circuitos de
La única modalidad de elevación admitida es la prevista en la
control y servicio están alimentados, pero no hay tensión en el
sección "INSTALACIÓN" de este manual.
soplete (STAND BY).
- En posición O (OFF) se inhibe cualquier funcionamiento; los
2. INTRODUCCIÓN Y DESCRIPCIÓN GENERAL
dispositivos de control están desactivados, señal luminosa
Sistema de corte por plasma con aire comprimido sobre ruedas, trifásico,
apagada.
con ventilador. Permite el corte rápido sin deformaciones en acero, acero
2 - Regulación de la corriente de corte.
inoxidable, aceros galvanizados, aluminio, cobre, latón, etc. El ciclo de
- Permite predisponer la intensidad de corriente de cor te
corte se activa con un arco piloto, que puede ser cebado por cortocircuito
suministrada por la máquina que se debe adoptar en función de la
electrodo-boquilla (versiones con I máx.
£
50A) o por una descarga de
2
aplicación (espesor del material / velocidad).
alta frecuencia (HF) (versiones con I máx.
³
70A).
2
3 - Señal luminosa
Posibilidad de uso con boquillas prolongadas.
- Cuando está encendida indica que la máquina está preparada para
el funcionamiento.
PRINCIPALES CARACTERÍSTICAS:
4 - Señal luminosa blanca: SOPLETE EN TENSIÓN
- Regulación de la corriente de corte.
- Cuando está encendida indica que el circuito de corte está activado:
- Dispositivo de control de la tensión en el soplete.
Arco Piloto o Arco de Corte "ON".
- Dispositivo de control de la presión del aire, cortocircuito del soplete
- Normalmente está apagada (circuito de corte desactivado) con
(solo para versiones con I máx.
³
70A).
2
pulsador de soplete NO accionado (condición de stand by).
- Protección termostática.
- Está apagado, con pulsador de soplete accionado, en las siguientes
- Visualización de la presión de aire.
condiciones:
- Mando de enfriamiento del soplete (solo para versión chopper).
- Durante las fases de PRE-AIRE (1s) y POST-AIRE (>30s).
2
- Memorización en E PROM interna de los últimos 10 estados de
- Si el arco piloto no se transfiere a la pieza en el tiempo máximo de 2
alarma (solo para versión chopper).
segundos.
- Subida de tensión, bajada de tensión, falta de fase (solo para versión
- Si el arco de corte se interrumpe por una distancia excesiva entre el
chopper).
soplete y la pieza, excesivo desgaste del electrodo o alejamiento
forzado del soplete de la pieza.
ACCESORIOS DE SERIE
- Si ha intervenido un sistema de SEGURIDAD.
- Soplete de corte al plasma
5 - Señal luminosa amarilla: PROTECCIÓN TÉRMICA.
- 22 -
"Cargando la instrucción" significa que debes esperar hasta que el archivo se cargue y puedas leerlo en línea. Algunas instrucciones son muy grandes y el tiempo de carga depende de la velocidad de tu conexión a Internet.
Otros modelos de equipos de soldadura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA