Telwin SUPERIOR TIG 422 AC DC HF LIFT - Manual de uso - Página 7










- 27 -
Nota importante: MEMORIZACIÓN Y VISUALIZACIÓN DE LAS ALARMAS
En cada alarma se memorizan las configuraciones de la máquina. Se pueden
recuperar las últimas 10 alarmas de la siguiente manera:
Pulsar durante unos segundos el pulsador
(6a)
“MANDO REMOTO”.
En la pantalla aparece el mensaje “AY.X” donde “Y” indica el número de la alarma
(A0 más reciente, A9 más antiguo) y “X” indica el tipo de alarma registrado (de 1
a 8, véase AL1 ... AL8).
12-
Led verde, potencia encendida.
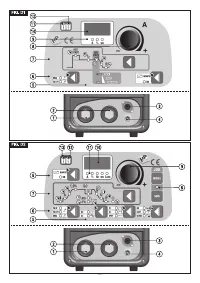
4.2.3 Panel anterior FIG. D2
1- Toma rápida positiva (+) para conectar el cable de soldadura
2-
Toma rápida negativa (-) para conectar el cable de soldadura
3- Conector para la conexión del cable pulsador del soplete.
4- Racor para la conexión del tubo del gas del soplete TIG.
5-
Panel de mandos.
6-
Pulsadores de selección de modos de soldadura
6a
M
ANDO REMOTO
Permite transferir el control de los parámetros de soldadura al mando a
distancia.
6b
TIG - MMA
Modo de funcionamiento: soldadura por electrodo revestido (MMA), soldadura
TIG con cebado del arco por alta frecuencia (TIG HF) y soldadura TIG con
cebado del arco por contacto (TIG LIFT).
6c
AC/DC
En modo TIG se puede elegir entre soldadura en corriente continua (CC) y
soldadura en corriente alterna (CA) (función presente sólo en los modelos CA/
CC).
6d
2T - 4T - SPOT
En modo TIG permite elegir entre mando de 2 tiempos, 4 tiempos o con
temporizador de soldadura por puntos ( SPOT ).
6e
PULSE - PULSE EASY - BiLEVEL
En modo TIG permite escoger entre el proceso de soldadura pulsado, pulsado
predeterminado o bi-level. Los leds apagados corresponden al proceso de
soldadura estándar.
7- Pulsador de selección de los parámetros que se deben configurar.
El pulsador
selecciona el parámetro que se debe regular con el mando
Codificador
(9)
;
el valor y la unidad de medida se muestran respectivamente en las pantallas
(10)
y led
(11)
.
Nota importante:
La configuración de los parámetros es libre. En cualquier caso,
existen combinaciones de valores que no tienen ningún significado práctico para
la soldadura; en este caso la soldadora podría no funcionar correctamente.
Nota importante: RESTABLECIMIENTO DE TODOS LOS PARÁMETROS DE
FÁBRICA (RESET)
Apretando contemporáneamente los pulsadores (8), en el momento del encendido
todos los parámetros de soldadura regresan al valor predeterminado.
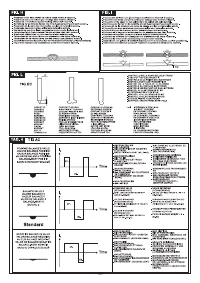
7a
PRE-GAS
En modo TIG/HF representa el tiempo de PRE-GAS en segundos (regulación
de 0÷5 seg). Mejora el inicio de la soldadura.
7b
CORRIENTE INICIAL (I
START
)
En modo TIG 2 tiempos y SPOT, representa la corriente inicial I
S
mantenida
durante un tiempo fijo con el pulsador antorcha apretado (regulación en
Amperios).
En modo TIG 4 tiempos representa la corriente inicial Is mantenida durante
todo el tiempo que está apretado el pulsador soplete (regulación en
amperios).
En modo MMA representa la sobrecorriente dinámica “HOT START”
(regulación 0÷100%). Con indicación en la pantalla del aumento en porcentaje
respecto al valor de la corriente de soldadura seleccionada. Esta regulación
mejora la fluidez de la soldadura.
7c
RAMPA INICIAL (t
START
)
En modo TIG representa el tiempo de la rampa inicial de la corriente (de I
S
a
I
2
) (regulación 0.1÷10seg.) En OFF la rampa no está presente.
7d
CORRIENTE PRINCIPAL (I
2
)
En modo TIG AC/DC, MMA representa la corriente I
2
de salida. En modo
PULSADO BI-LEVEL es la corriente a nivel más alto (máxima). El parámetro
se mide en amperios.
7e
CORRIENTE DE BASE - ARC FORCE
En modo TIG 4 tiempos BI-LEVEL y PULSADO, I
1
representa el valor de
corriente que puede alternarse con el principal I
2
durante la soldadura. El valor
se expresa en amperios.
En modo MMA representa la sobrecorriente dinámica “ARC-FORCE”
(regulación 0÷100%) con indicación en la pantalla del aumento en porcentaje
respecto al valor de la corriente de soldadura seleccionada. Esta regulación
mejora la fluidez de la soldadura y evita que se pegue el electrodo a la pieza.
7f
FRECUENCIA
En modo TIG PULSADO representa la frecuencia de pulsación. Para los
modelos CA/CC, en el modo TIG AC (con pulsación deshabilitada), representa
la frecuencia de la corriente de soldadura.
7g
BALANCE
En modo TIG PULSADO, representa la relación (en porcentaje) entre el tiempo
durante el cual la corriente se encuentra a mayor nivel (corriente principal de
soldadura) y el periodo total de pulsación. Además, para los modelos CA/CC,
en el modo TIG CA (con pulsación desconectada), el parámetro representado
indica la relación (en porcentaje) entre el tiempo durante el cual la polaridad
de la corriente está EN- (electrodo negativo) y el periodo total de la corriente
alterna. Cuanto mayor es el valor EN-, mayor es la penetración (regulación en
%)
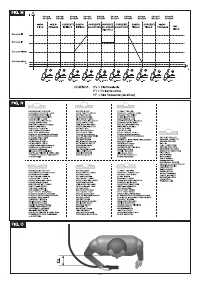
(TAB.4)
.
7h
TIEMPO DE SPOT
En modo TIG (SPOT) representa la duración de la soldadura (regulación
0.1÷10seg.).
7k
RAMPA FINAL (t
END
)
En modo TIG representa el tiempo de la rampa final de la corriente (de I
2
a Ie)
(regulación 0.1÷10seg.). En OFF la rampa no está presente.
7l
CORRIENTE FINAL (I
END
)
En modo TIG 2 tiempos representa la corriente final I
e
solo si la RAMPA FINAL
(7k)
está configurada en un valor superior a cero (>0.1 seg.).
En modo TIG 4 tiempos representa la corriente final le mantenida durante todo
el tiempo que está apretado el pulsador soplete.
Los tamaños se expresan en amperios.
7m
POSTGAS
En modo TIG representa el tiempo de POSTGAS en segundos (regulación
0.1÷25 seg.); protege el electrodo y el baño de fusión de la oxidación.
7n
PRECALENTAMIENTO DEL ELECTRODO
En modo TIG AC representa el valor del producto entre la corriente por el
tiempo de precalentamiento del electrodo de Tungsteno en el momento del
encendido del arco.
8- JOB
Pulsadores
“RECALL”
y
“SAVE”
para la memorización y recuperación de
programas personalizados.
9- Mando codificador para la programación de los parámetros de soldadura
que se pueden seleccionar con la tecla (7).
10-
Pantalla alfanumérica.
11-
Led rojo, indicación de unidad de medida.
12-
Led verde, potencia encendida.
13-
LED de señalación ALARMA (la máquina está bloqueada).
El restablecimiento es automático cuando finaliza la causa de la alarma.
Mensajes de alarma indicados en la pantalla
(10)
:
- ”AL1” :
intervención de la protección térmica del circuito primario.
- ”AL2” :
intervención de la protección térmica del circuito secundario.
- ”AL3” :
intervención de la protección por subida de tensión de la línea de
alimentación
.
- ”AL4” :
intervención de la protección por bajada de tensión de la línea de
alimentación
.
- ”AL5” :
intervención de la protección de sobretemperatura primaria.
-
”AL6” :
intervención de la protección por falta de fase de la línea de
alimentación
.
-
”AL7” :
depósito excesivo de polvo dentro de la soldadora, restablecimiento
con:
- limpieza interna de la máquina;
"Cargando la instrucción" significa que debes esperar hasta que el archivo se cargue y puedas leerlo en línea. Algunas instrucciones son muy grandes y el tiempo de carga depende de la velocidad de tu conexión a Internet.
Otros modelos de equipos de soldadura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA