Telwin TECHNOLOGY TIG 222 AC DC HF LIFT - Manual de uso - Página 15











Índice:
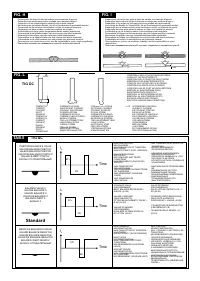
POSITIVE
VALORE BALANCE POSITIVO
VALEUR BALANCE POSITIVE
VALOR
DE
BALANCE
POSITIVO
BALANCE-WERT POSITIV
БАЛАНС ПОЛОЖИТЕЛЬНЫЙ
BALANCE’S VALUE
BALANCE VALUE 0
VALORE BALANCE 0
VALEUR BALANCE 0
VALOR
DE
BALANCE 0
BALANCE-WERT 0
БАЛАНС
0
NEGATIVE
VALORE BALANCE NEGATIVO
VALEUR BALANCE NEGATIVE
VALOR DE BALANCE NEGATIVO
BALANCE-WERT NEGATIV
БАЛАНС ОТРИЦАТЕЛЬНЫЙ
BALANCE’S VALUE
- MAX PENETRATION
-
MIN
CONSUMO
ELECTRODO
DE
- MIN CLEANESS
TUNGSTENO
- MIN CONSUPTION OF TUNGSTEN
- MÁXIMO RENDIMIENTO
ELECTRODE
(SOLDADURA RÁPIDA)
- MAX EFFICIENCY (FAST WELDING)
- HÖCHSTES DURCHDRINGEN
- MAX PENETRAZIONE
- GERINGSTE REINIGUNG
- MIN PULIZIA
-
GERINGSTER VERBRAUCH
VON
- MIN CONSUMO ELETTRODO
WOLFRAM
ELEKTRODE
TUNGSTENO
- HÖCHSTE LEISTUNG (SCHNELLES
- MAX RENDIMENTO (SALDATURA
SCHWEISSEN)
VELOCE)
- MAX PENETRATION
-
МАКСИМАЛЬНОЕ ПРОНИКНОВЕН
- MIN NETTOYAGE
ИЕ
- MIN CONSOMMATION D'ELECTRODE
- МИНИМАЛЬНАЯ ЧИСТОТА
DE TUNGSTENE
-
М
ИНИМАЛЬНЫЙ РАСХОД
- MAX RENDEMENT (SOUDAGE
ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ
RAPID)
-
М
АКСИМАЛЬНАЯ
ПРОИЗВОДИТЕЛЬНОСТЬ
- MAX PENETRACIÓN
(БЫСТРАЯ СВАРКА)
-
MIN LIMPIEZA
- STANDARD VALUE
- VALOR ESTÁNDAR
(RECOMMENDED)
(RECOMENDADO)
- BEST BALANCE BETWEEN EP+
- SALDO ÓPTIMO ENTRE EL PE + Y
AND EN- (50-50)
ES-(50-50)
- VALORE STANDARD
- STANDARD WERT (EMPFOHLEN)
(RACCOMANDATO)
- SEHR GUTE AUSGLEICH
- OTTIMO BILANCIAMENTO TRA EP+
ZWISCHEN EP + UND EN- (50-50)
E EN- (50-50)
-
СТАНДАРТНОЕ ПРЕИМУЩЕСТВО
- VALEUR STANDARD
(РЕКОМЕНДУЕТСЯ)
(RECOMMANDE)
- ЛУЧШИЙ БАЛАНС МЕЖДУ + И -
- EQUILIBRE OPTIMAL ENTRE LE
(50-50)
EP+ ET EN- (50-50)
- MAX CLEANESS
- MAX LIMPIEZA
- MIN PENETRATION
- MIN DE PENETRACIÓN
- MAX CONSUPTION OF TUNGSTEN
-
MAX
CONSUMO
ELECTRODO
DE
ELECTRODE
TUNGSTENO
- MIN EFFICIENCY (SLOW WELDING)
- MIN RENDIMIENTO (SOLDADURA )
- MAX PULIZIA
- HÖCHSTE REINIGUNG
- MIN PENETRAZIONE
- GERINGSTES DURCHDRINGEN
- MAX CONSUMO ELETTRODO
-
H
Ö
CHSTER
VERBRAUCH
VON
TUNGSTENO
WOLFRAM
ELEKTRODE
- MIN RENDIMENTO (SALDATURA
- GERINGSTE LEISTUNG
LENTA)
(LANGSAMES SCHWEISSEN
- MAX NETTOYAGE
-
МАКСИМАЛЬНАЯ ЧИСТОТА
- MIN PENETRATION
- МИНИМАЛЬНОЕ ПРОНИКНОВЕНИЕ
- MAX CONSOMMATION D'ELECTRODE
DE TUNGSTENE
-
М
АКСИМАЛЬНЫЙ РАСХОД
- MIN RENDEMENT (SOUDAGE LENT)
ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ
-
М
ИНИМАЛЬНАЯ
ПРОДУКТИВНОСТЬ (МЕДЛЕННАЯ
СВАРКА)
Time
Time
Time
EP+
EP+
EP+
I
A
I
A
I
A
EN-
EN-
EN-
Standard
- 105 -
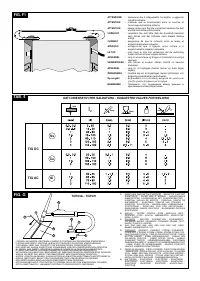
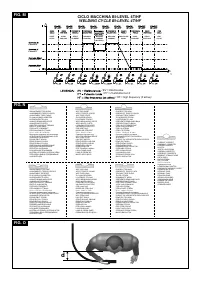
FIG. H
- Preparazione dei lembi rivoltati da saldare senza materiale d’apporto.
- Préparation des bords relevés pour soudage sans matériau d'apport.
- Preparation of the folded edges for welding without weld material.
- Herrichtung der gerichteten Kanten, die ohne Zusatzwerkstoff geschweißt werden.
- Preparación de los extremos rebordeados a soldar sin material de aporte.
- Preparação das abas viradas a soldar sem material de entrada.
- Voorbereiding van de te lassen omgekeerde randen zonder lasmateriaal.
- Forberedelse af de foldede klapper, der skal svejses uden tilført materiale.
- Hitsattavien käännettyjen reunojen valmistelu ilman lisämateriaalia.
- Forberedelse av de vendte flikene som skal sveises uten ekstra materialer.
- Förberedelse av de vikta kanterna som ska svetsas utan påsvetsat material.
-
Προετοιμασία των γυρισμένων χειλών που θα συγκολληθούν χωρίς υλικό τροφοδοσίας
-
Подготовка подвернутых свариваемых краев без материала припоЯ.
- Preparazione dei lembi xper giunti di testa da saldare con materiale d’appor to.
- Préparation des bords pour joints de tête pour soudage avec matériau d'appor t.
- Preparation of the edges for butt weld joints to be welded with weld material.
- Herrichtung der Kanten für Stumpfstöße, die mit Zusatzwerkstoff geschweißt werden.
- Preparación de los extremos para juntas de cabeza a soldar con material de aporte.
- Preparação das abas para juntas de cabeça a soldar com material de entrada.
- Voorbereiding van de te lassen randen kopverbindingen met lasmateria.
- Forberedelse af klapperne til stumpsømme, der skal svejses med tilført materiale.
- Hitsattavien liitospäiden reunojen valmistelu lisämateriaalia käyttämällä.
- Forberedelse av flikene for hodeskjøyter som skal sveises med ekstra materialer.
- Förberedelse av kanter för stumsvetsning med påsvetsat material.
-
Προετοιμασία των χειλών για συνδέσεις κεφαλής που θα συγκολληθούν με υλικό
τροφοδοσίας.
-
Подготовка свариваемых краев длЯ торцевых соединений
с материалом припоЯ.
FIG. I
FIG. L
- CONTROLLO DELLA PUNTA DELL’ELETTRODO
- CHECK OF THE ELECTRODE TIP
- CONTROLE DE LA POINTE DE L’ÉLECTRODE
- KONTROLLE DER ELEKTRODENSPITZE
- CONTROL DE LA PUNTA DEL ELECTRODO
- CONTROLO DA PONTA DO ELÉCTRODO
- CONTROLE VAN DE PUNT VAN DE ELEKTRODE
- KONTROL AF ELEKTRODENS SPIDS
- ELEKTRODIN PÄÄN TARKISTUS
- KONTROLL AV ELEKTRODENS SPISS
- KONTROLL AV ELEKTRODENS SPETS
-
EΛΕΓΧΟΣ ΑΙΧΜΗΣ ΗΛΕΚΤΡΟΔΙΟΥ
-
КОНТРОЛЬ НАКОНЕЧНИКА ЭЛЕКТРОДА
L= Ø IN CORRENTE CONTINUA
IN DIRECT CURRENT
EN COURANT CONTINU
BEI GLEICHSTROM
EN CORRIENTE CONTINUA
EM CORRENTE CONTÍNUA
IN CONTINUE STROOM
VED JÆVNSTRØM
TASAVIRRASSA
MED LIKSTRØM
I LIKSTRÖM
ΣΕ ΣΥΝΕΧΟΜΕΝΟ ΡΕΥΜΑ
ПРИ ПОСТОЯННОМ ТОКЕ
CORRETTO
CORRECT
COURANT
EXACT
KORREKT
CORRECTO
CORRECTO
CORRECT
KORREKT
OIKEIN
KORREKT
ΣΩΣΤΟ
ПРАВИЛЬНО
CORRENTE SCARSA
INSUFFICIENT CURRENT
COURANT INSUFFISIANT
ZU WENIG STROM
CORRIENTE ESCASA
CORRENTE INSUFICIENTE
WEINIG STROOM
FOR LAV STRØMSTYRKE
LIIAN VÄHÄN VIRTAA
DÅRLIG STRØM
FÖR LÅG STRÖM
ANEΠΑΡΚΕΣ ΡΕΥΜΑ
НЕДОСТАТОЧНЫЙ ТОК
CORRENTE ECCESIVA
EXCESSIVE CURRENT
COURANT EXCESSIF
ZU VIEL STROM
CORRIENTE EXCESIVA
CORRENTE EXCESSIVA
EXCESSIEVE STROOM
FOR HØJ STRØMSTYRKE
LIIKAA VIRTAA
ALTFOR HØY STRØ
FÖR HÖG STRÖM
ΥΠΕΡΒΟΛΙΚΟ ΡΕΥΜΑ
ИЗБЫТОЧНЫЙ
ТОК
3mm
TIG DC
TAB.5
TIG AC
"Cargando la instrucción" significa que debes esperar hasta que el archivo se cargue y puedas leerlo en línea. Algunas instrucciones son muy grandes y el tiempo de carga depende de la velocidad de tu conexión a Internet.
Resumen
ÍNDICE ESPAÑOL pág. pág. SOLDADORAS POR INVERTER PARA LA SOLDADUR TIG Y MMA PREVISTAS uso exclusivo en ambientes industriales y con objetivos profesionales. No se PARA USO INDUSTRIAL Y PROFESIONAL. asegura el cumplimiento de los límites de base relativos a la exposición humana Nota: En el texto que...
- Máscara de oscurecimiento automático: con filtro fijo o regulable. distancia. - Racor de gas y tubo de gas para conexión a la bombona de Argón. - Mando a distancia a pedal: - Reductor de presión con manómetro. la posición del pedal determina el valor de la corriente. En modo TIG 2 TIEMPOS, - Sople...
Segunda función: necesario, consultar con el gestor de la red de distribución). FUNCIONAMIENTO EN PULSADO En modo TIG AC/DC activa el funcionamiento en PULSADO y permite la regulación 5.3.1 Enchufe y toma de la corriente de segundo nivel I que puede alternarse con la corriente principal I conectar ...
Otros modelos de equipos de soldadura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA