
Telwin TECHNOMIG 200 Equipo de soldadura – Manual de instrucciones en formato pdf, léalo en línea gratis. Esperamos que le ayude a resolver cualquier duda que pueda tener al utilizar el aparato.
Si aún tiene preguntas, escríbalas debajo del manual de instrucciones.
"Estamos cargando el manual" significa que debe esperar a que se cargue el archivo para poder leerlo en línea. Algunos manuales son muy pesados y el tiempo que tardan en aparecer depende de su velocidad de internet.












“spray-arc” (spray-arc modificado) y por lo tanto posee las ventajas de
menos molestias de irradiación eléctrica y reduce al mínimo las
velocidad de fusión y ausencia de proyecciones ampliándose para
inclusiones de tungsteno y el desgaste del electrodo.
valores de corriente notablemente bajos, para satisfacer también
Procedimiento:
muchas aplicaciones típicas del “short-arc”.
Apoyar la punta del electrodo en la pieza, con una ligera presión. Subir
A cada impulso de corriente corresponde la separación de una sola
el electrodo 2-3 mm con unos instantes de retraso, obteniendo de esta
gota del hilo electrodo; el fenómeno se produce con una frecuencia
manera el cebado del arco. La soldadura inicialmente distribuye una
proporcional a la velocidad de avance del hilo con una ley de variación
corriente I
igual al 25% de la corriente programada, después de
BASE
ligada al tipo y al diámetro del mismo hilo (valores típicos de
unos instantes, se distribuirá la corriente de soldadura programada.
frecuencia: 30-300Hz).
Aceros al carbono y aleaciones bajas
Soldadura TIG DC
- Diámetros de hilos utilizables:
0,8-1,6mm
La soldadura TIG DC es adecuada para todos los aceros al carbono
- Gama corriente de soldadura:
60-360A
con aleaciones bajas y altas y para los metales pesados, cobre,
- Gama tensión del arco :
18-32V
níquel, titanio y sus aleaciones.
- Gas utilizable:
mezcla Ar/CO , Ar/CO /O (CO max 20%)
Para la soldadura en TIG DC con electrodo en el polo (-) generalmente
2
2
2
2 .
Aceros inoxidables
se usa el electrodo con el 2% de Cerio (banda de color gris).
- Diámetros de hilos utilizables:
0,8-1,2mm
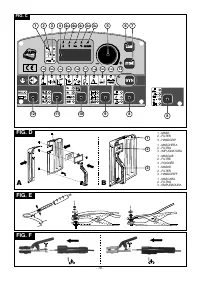
Es necesario sacar punta axialmente el electrodo de tungsteno en la
- Gama corriente de soldadura:
50-230A
muela, véase la
FIG. P
, teniendo cuidado de que la punta sea
- Gama tensión del arco:
17-26V
perfectamente concéntrica para evitar desviaciones del arco. Es
- Gas utilizable:
mezcla Ar/O , Ar/CO (1-2%)
importante efectuar el desbarbado con muela en el sentido de la
2
2
longitud del electrodo. Dicha operación se repetirá periódicamente en
Aluminio y aleaciones
función del empleo y del desgaste del electrodo o cuando el mismo se
- Diámetros de hilos utilizables:
0,8-1,6mm
haya contaminado accidentalmente, oxidado o no se haya empleado
- Gama corriente de soldadura:
40-320A
correctamente.
- Gama tensión del arco :
17-28V
- Gas utilizable:
Ar 99,9%
SOLDADURA CON ELECTRODO REVESTIDO MMA
Normalmente, el tubo de contacto debe estar en el interior de la
- Es imprescindible, en cada caso, seguir las indicaciones del
boquilla unos 5-10mm, tanto más cuanto más elevada es la tensión de
fabricante, referidas a la confección de los electrodos utilizados, que
arco; la longitud libre del hilo (stick-out) normalmente estará
indican la correcta polaridad del electrodo y la relativa corriente
comprendida entre 10 y 20mm.
adecuada.
- La corriente de soldadura va regulada en función del diámetro del
Aplicación
: soldadura en “posición” en espesores medio-bajos y en
electrodo utilizado y del tipo de junta que se desea realizar
(TAB.7)
.
materiales térmicamente susceptibles,
especialmente adecuado
- Tener presente que, a igualdad de diámetro de electrodo, se
para soldar aleaciones ligeras (aluminio y sus aleaciones)
utilizarán valores elevados de corriente para la soldadura en llano;
incluso con espesores inferiores a 3mm.
mientras que para soldadura en vertical o sobrepuesta, deberán
utilizarse corrientes más bajas.
REGULACIÓN DE LOS PARÁMETROS DE SOLDADURA
- Las características mecánicas de la junta soldada están
Gas de protección
determinadas, además de por la intensidad de la corriente elegida,
El caudal del gas de protección debe ser:
por otros parámetros de soldadura como la longitud del arco, la
short arc:
8-14 l/min
velocidad y posición de la ejecución, el diámetro y la calidad de los
en función de la intensidad de la corriente de soldadura y del diámetro
electrodos (para una correcta conser vación mantener los
de la boquilla.
electrodos al resguardo de la humedad protegidos en sus paquetes
o contenedores).
Corriente de soldadura
- Las características de la soldadura dependen también del valor de
La corriente de soldadura viene definida por un determinado diámetro
ARC-FORCE (comportamiento dinámico) de la máquina.
de hilo y por su velocidad de avance. Recordar que a corriente igual, la
- Nótese que valores altos de ARC-FORCE dan mayor penetración y
velocidad requerida de avance de hilo es inversamente proporcional al
permiten la soldadura en cualquier posición típicamente con
diámetro de hilo utilizado.
electrodos básicos y celulósicos, valores bajos de ARC-FORCE
Los valores indicativos de la corriente en soldadura manual para los
permiten un arco más suave y sin salpicaduras típicamente con
hilos que se usan normalmente se indican en la tabla
(TAB.5)
.
electrodos rutilos.
La soldadora además está equipada con los dispositivos HOT
Tensión de arco
START y ANTI SHOCK que garantizan inicios fáciles y una ausencia
La tensión de arco puede ser regulada por el operador girando el
de pegado del electrodo a la pieza.
codificador (FIG. C (5)); ésta se adecua a la velocidad de avance del
hilo (corriente) que se elige en base al diámetro del hilo utilizado y a la
Procedimiento
naturaleza del gas de protección, de manera progresiva según la
- Manteniendo la máscara DELANTE DE LA CARA, rascar la punta
relación siguiente que ofrece el valor medio:
del electrodo en la pieza a soldar efectuando un movimiento como si
U = 14 + 0,05 I
2
2
se quisiese encender una cerilla; éste es el método más correcto
donde:
U : tensión de arco en voltios;
2
para cebar el arco.
I
: corriente de soldadura en amperios.
2
ATENCIÓN: NO GOLPEAR REPETIDAMENTE el electrodo en la
pieza; se corre el riesgo de dañar el revestimiento haciendo más
Calidad de la Soldadura
difícil el cebado del arco.
La calidad del cordón de soldadura contemporáneamente a la mínima
- Una vez cebado el arco, intentar mantener una distancia de la pieza
cantidad de chorreo producida, esta principalmente determinada por
equivalente al diámetro del electrodo utilizado y mantener esta
el equilibrio de los parámetros de soldadura, corriente (velocidad del
distancia lo más constante posible durante la ejecución de la
hilo), diámetro del hilo, tensión del arco, o de la selección apropiada de
soldadura; recuerde que la inclinación del electrodo en el sentido del
la prueba de reactancia.
avance deberá ser de unos 20-30 grados
(Fig.Q)
.
De la misma forma, la posición de las antorchas sera adecuada a las
- Al final del cordón de soldadura, poner el extremo del electrodo
de los orientativos de la figura
(FIG. L)
, a fin de evitar una excesiva
ligeramente hacia atrás respecto a la dirección de avance, por
producción de chorreos y defectos del cordón. Aunque la velocidad de
encima del cráter para efectuar el llenado, después subir
soldadura (velocidad de avance a lo largo del empalme), es un
rápidamente el electrodo de baño de fusión para obtener el apagado
elemento determinante para la correcta ejecución del cordón, se
del arco
(Aspectos del cordón de soldadura - FIG. R).
deberá tener ella en cuenta junto a los otros parámetros, sobre todo al
final de la penetración y de la forma del mismo cordón.
7. MANTENIMIENTO
______________________________________________________
Los defectos de soldadura más comunes se resumen en la
TAB.8.
¡ATENCIÓN! ANTES DE EFECTUAR LAS OPERACIONES DE
SOLDADURA TIG
MANTENIMIENTO, ASEGURARSE DE QUE LA SOLDADORA
La soldadura TIG es un procedimiento de soldadura que aprovecha el
E S T É A PAG A DA Y D E S C O N E C TA DA D E L A R E D D E
calor producido por el arco eléctrico que se ceba, y se mantiene, entre
un electrodo infusible (tunsgteno) y la pieza a soldar. El electrodo de
ALIMENTACIÓN.
tungsteno está sostenido por un soplete adecuado para transmitir la
______________________________________________________
corriente de soldadura y proteger el mismo electrodo y el baño de
soldadura de la oxidación atmosférica mediante un flujo de gas inerte
MANTENIMIENTO ORDINARIO:
(normalmente argón: Ar 99,5%) que sale de la boquilla cerámica (
FIG.
LAS OPERACIONES DE MANTENIMIENTO ORDINARIO PUEDEN
M
).
SER EFECTUADAS POR EL OPERADOR.
Es indispensable para una buena soldadura emplear el diámetro
exacto del electrodo con la corriente exacta, véase la tabla
(TAB.6).
Soplete
Normalmente el saliente del electrodo de la boquilla cerámica es de 2-
- Evitar apoyar el soplete y su cable en piezas a alta temperatura; esto
3 mm y puede alcanzar los 8 mm para soldaduras en ángulo
.
causaría la fusión de los materiales aislantes dejándolo rápidamente
La soldadura se produce por fusión de los extremos de la junta. Para
fuera de servicio;
espesores finos adecuadamente preparados (hasta 1 mm aprox.) no
- Comprobar periódicamente la estanqueidad de las tuberías y
es necesario material de aporte
(FIG.N).
racores de gas;
Para espesores superiores son necesarias varillas que tengan la
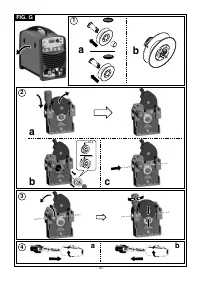
- Cada vez que se sustituya la bobina de hilo soplar con aire
misma composición que el material base y un diámetro adecuado con
comprimido seco (máx. 5 bar) en la vaina del alimentador de hilo,
preparación adecuada de los extremos (
FIG.O
). Es conveniente, para
comprobando su integridad.
conseguir una buena soldadura, que las piezas se limpien
- Controlar al menos una vez al día si las partes terminales del soplete
cuidadosamente y que no tengan óxido, grasas, solventes, etc.
están gastadas y correctamente montadas: boquilla, tubo de
contacto, difusor de gas.
Cebado LIFT :
Alimentador de hilo
El encendido del arco eléctrico se produce alejando el electrodo de
- Comprobar de manera frecuente el estado de desgaste de los
tungsteno de la pieza a soldar. Dicha modalidad de cebado causa
- 33 -
¿Tiene más preguntas?¿No ha encontrado la solución a su problema en el manual o tiene otros problemas? Haga su pregunta en el siguiente formulario con una descripción detallada de su situación para que otras personas y expertos puedan responderla. Si sabe cómo resolver el problema de otra persona, ayúdele :)