Telwin INVERPULSE 320 MIG TIG MMA - Manual de uso - Página 7












Índice:
- 31 -
Nota: Dentro de un programa sinérgico es prioritario efectuar la elección de la
modalidad de transferencia deseada, PULSE ARC o SHORT/SPRAY ARC, con la
tecla relativa (véase FIG.C (7)).
Nota:
Todos los tipos de hilo no previstos en la tabla pueden utilizarse en
modalidad manual “PRG 0”.
4.3.1.2 Funcionamiento EN MODALIDAD MANUAL (“PRG 0”)
El funcionamiento en manual corresponde a la cifra ”0” en la pantalla y está activo
sólo si antes se ha seleccionado la modalidad de transferencia SHORT/SPRAY ARC
(FIG. C (7))
.
En esta modalidad, dado que no está prevista ninguna sinergia, todos los parámetros
de soldadura deben ser fijados manualmente por el operador.
¡ATENCIÓN!
La fijación de todos los parámetros es libre, por lo tanto los valores a ésta
atribuidos pueden ser incompatibles con un procedimiento de soldadura correcto.
Nota: NO es posible utilizar la modalidad de transferencia PULSE ARC en
selección manual.
4.3.2 MEMORIZACIÓN Y RECUPERACIÓN DE PROGRAMAS PERSONALIZADOS
EN MIG-MAG
4.3.2.1 Introducción
La soldadora permite memorizar (SAVE) programas de trabajo personalizados
relativos a un SET de parámetros válidos para una soldadura determinada. Cada
programa memorizado puede recuperarse (RECALL) en cualquier momento poniendo
de esta manera a disposición del utilizador la soldadora ”preparada para su uso” para
un trabajo específico que se había optimizado antes.
4.3.2.2 Capacidad de memorización de programas personalizados en MIG-MAG
La soldadora prevé la memorización de programas personalizados en tres grupos
que se refieren a las tres modalidades de transferencia en sinergia (SHORT/SPRAY
ARC Pulse arc y Pulse on pulse) y al funcionamiento en modalidad manual, con las
siguientes especificaciones:
- PULSE ARC SINÉRGICO PULSE ON PULSE: 10 programas memorizables
(números disponibles de “1” a “10”),
- PULSE ARC SINÉRGICO: 10 programas memorizables (números disponibles de
“1” a “10”),
- SHORT/SPRAY ARC SINÉRGICO: 10 programas memorizables (números
disponibles de “1” a “10”),
- SHORT/SPRAY ARC MANUAL (“PRG=0”): 10 programas memorizables (números
disponibles de “1” a “10”).
Para recuperar efectivamente el programa que se quiere utilizar es prioritario,
respecto a la selección del número (como se describe en el párrafo 4.3.1),
efectuar la elección de la modalidad de transferencia deseada PULSE ARC,
PULSE ARC PULSE-ON- PULSE o SHORT/SPRAY ARC o seleccionar “PRG=0”
si los programas están prememorizados en modalidad manual.
4.3.2.3 Procedimiento de memorización (SAVE).
Después de haber regulado la soldadora de manera óptima para una determinada
soldadura, seguir los siguientes pasos
(véase FIG.C):
a) Pulsar la tecla
(5)
“SAVE”.
b) Aparece “
Pr
” en la pantalla
(16)
y un número (comprendido entre “1” y “10”) en la
pantalla
(15)
.
c) Girando el mando encoder (indiferentemente la
(13)
o la
(14)
), elegir el número en
el que se desea memorizar el programa (véase también 4.3.2).
d) Pulsar de nuevo la tecla
“SAVE”.
e) Las pantallas
(15) y (16)
parpadean.
f) Volver a pulsar, en dos segundos, la tecla “SAVE”.
g) En la pantalla se muestra ”
St Pr
” y entonces se ha memorizado el programa;
después de 2 segundos las pantallas cambian automáticamente a los valores
relativos a los parámetros que se acaban de guardar.
Nota. Si, con las pantallas parpadeantes, no se vuelve a pulsar la tecla “SAVE” en 2
segundos, las pantallas indican ”
No St
” y el programa no se memoriza; las pantallas
vuelven automáticamente a la indicación inicial.
4.3.2.4 Procedimiento de recuperación de un programa personalizado
(RECALL)
Antes de efectuar las operaciones de recuperación de un programa, comprobar que
la modalidad de transferencia seleccionada (PULSE ARC,
PULSE ARC PULSE-ON-
PULSE,
SHORT/SPRAY ARC o “PRG=0”) sea efectivamente aquella con la que se
quiere trabajar.
Seguir los siguientes pasos
(véase FIG.C)
:
a) Pulsar la tecla
“RECALL”.
b) Aparece “
Pr
” en la pantalla
(16)
y un número (comprendido entre “1” y “10”) en la
pantalla
(15)
.
c) Girando el mando encoder (indiferentemente la
(13)
o la
(14)
), elegir el número en
el que se había memorizado el programa con el que ahora se quiere trabajar.
d) Volver a pulsar la tecla “RECALL” durante más de 2 segundos.
e) En la pantalla se muestra ”
Ld Pr
” y entonces se ha recuperado el programa;
después de 2 segundos las pantallas cambian automáticamente a los valores
relativos al programa que se acaba de recuperar.
Nota. Si no se pulsa la tecla “RECALL” durante más de 2 segundos, las pantallas
indican ”
No Ld
” y no se carga el programa; las pantallas vuelven automáticamente
a la indicación inicial.
NOTAS:
- DURANTE LAS OPERACIONES CON LA TECLA “SAVE” Y “RECALL” SE
ILUMINA EL LED “PRG”.
- UN PROGRAMA RECUPERADO PUEDE MODIFICARSE A PLACER POR
EL OPERADOR, PERO LOS VALORES MODIFICADOS NO SE GUARDAN
AUTOMÁTICAMENTE. SI SE QUIEREN MEMORIZAR LOS NUEVOS VALORES
EN EL MISMO PROGRAMA ES NECESARIO EFECTUAR EL PROCEDIMIENTO
DE MEMORIZACIÓN (véase 4.3.2.3).
- EL REGISTRO DE LOS PROGRAMAS PERSONALIZADOS Y LA
PLANIFICACIÓN RELATIVA DE LOS PARÁMETROS ASOCIADOS ESTÁN A
CARGO DEL UTILIZADOR.
- NO PUEDEN GUARDARSE PROGRAMAS PERSONALIZADOS EN
MODALIDAD ELECTRODO MMA O TIG.
5. INSTALACIÓN
¡ATENCIÓN! EFECTUAR TODAS LAS OPERACIONES DE
INSTALACIÓN Y CONEXIONES ELÉCTRICAS CON LA SOLDADORA
RIGUROSAMENTE APAGADA Y DESCONECTADA DE LA RED DE
ALIMENTACIÓN.
LAS CONEXIONES ELÉCTRICAS DEBEN SER EFECTUADAS EXCLUSIVAMENTE
POR PERSONAL EXPERTO O CUALIFICADO.
5.1 PREPARACIÓN
- Desembalar la soldadora,
- Introducir el conector de polarización si no está conectado el GRA (FIG. D),
- En caso de presencia de carro y/o GRA, consulte las instrucciones incluidas.
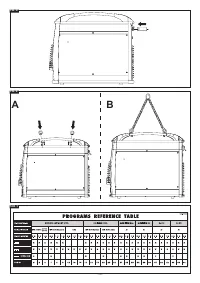
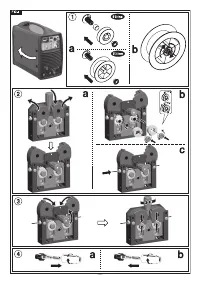
5.2 MODALIDAD DE ELEVACIÓN DE LA SOLDADORA (FIG. E)
La soldadora debe levantarse sin las partes extraíbles (soplete, tubos de gas, cables,
etc) que podrían separarse.
Como se muestra en la figura, efectúe el montaje de los anillos de fijación utilizando
los dos tornillos M8x25 incluidos como accesorio.
Atención: no se incluye en el suministro los anillos de elevación con ranura con
agujero roscado M8 UNI 2948-71.
5.3 UBICACIÓN DE LA SOLDADORA
Localizar el lugar de instalación de la soldadora de manera que no haya obstáculos
cerca de la apertura de entrada y de salida del aire de enfriamiento (circulación
forzada a través de ventilador, si está presente); asegúrese al mismo tiempo que no
se aspiran polvos conductivos, vapores corrosivos, humedad, etc...
Mantener al menos 250mm de espacio libre alrededor de la soldadora.
¡ATENCIÓN! Coloque la soldadora encima de una superficie plana
con una capacidad adecuada para el peso, para evitar que se vuelque
o se desplace peligrosamente.
5.4 CONEXIÓN A LA RED
5.4.1 Advertencias
Antes de efectuar cualquier conexión eléctrica, compruebe que los datos de la chapa
de la soldadora correspondan a la tensión y frecuencia de red disponibles en el lugar
de instalación.
La soldadora debe conectarse exclusivamente a un sistema de alimentación con
conductor de neutro conectado a tierra.
Para garantizar la protección contra el contacto indirecto usar interruptores
diferenciales de tipo:
- Tipo A (
)
para máquinas monofásicas;
- Tipo B (
)
para máquinas trifásicas.
Para satisfacer los requisitos de la Norma EN 61000-3-11 (Flicker) se aconseja la
conexión de la soldadora a los puntos de interfaz de la red de alimentación que
presentan una impedancia menor que Zmax = 0.283ohm.
5.4.2 Enchufe y toma
Conectar al cable de alimentación un enchufe normalizado,
(3P + T)
de capacidad
adecuada y preparar una toma de red dotada de fusibles o interruptor automático; el
relativo terminal de tierra debe conectarse al conducto de tierra (amarillo-verde) de la
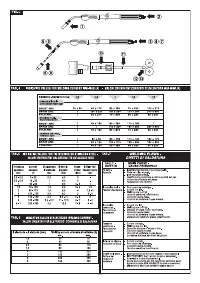
línea de alimentación. La tabla
(TAB.1)
indica los valores aconsejados en amperios
de los fusibles retrasados en base a la corriente máxima nominal distribuida por la
soldadora, y a la tensión nominal de alimentación.
5.5 CONEXIONES DEL CIRCUITO DE SOLDADURA
¡ATENCIÓN! ANTES DE EFECTUAR LAS SIGUIENTES CONEXIONES
ASEGURARSE DE QUE LA SOLDADORA ESTÁ APAGADA Y
DESCONECTADA DE LA RED DE ALIMENTACIÓN.
La tabla
(TAB. 1)
indica el valor aconsejado para los cables de soldadura (en mm
2
)
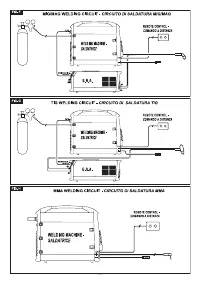
5.5.1 SOLDADURA DE HILO MIG-MAG (FIG.F)
5.5.1.1 Conexión de la bombona de gas
- Enroscar el reductor de presión a la válvula de la bombona de gas poniendo la
reducción adecuada suministrada como accesorio, cuando se utilice gas Argón o
mezcla Argón/CO
2
.
- Conectar el tubo de entrada del gas al reductor y ajustar la brida incluida; conectar
entonces el otro extremo del tubo al relativo racor presente en la parte posterior de
la soldadora y ajustar con la brida incluida.
- Aflojar la abrazadera de regulación del reductor de presión antes de abrir la válvula
de la bombona.
5.5.1.2 Conexión del soplete
- Acoplar el soplete en el conector de éste, ajustando a fondo manualmente la
abrazadera de bloqueo.
- Prepararla para la primera carga del hilo, desmontando la boquilla y el tubo de
contacto, para facilitar la salida.
- Cable de corriente de soldadura a la toma rápida (+).
- Cable de mando al conector relativo.
- Tubería de agua para versiones R.A. (soplete enfriado por agua) con racores
rápidos.
- Prestar atención en que los conectores estén bien apretados para evitar
sobrecalentamientos y pérdidas de eficiencia.
- Conectar el tubo de entrada del gas al reductor y ajustar la brida incluida; conectar
entonces el otro extremo del tubo al relativo racor presente en la parte posterior de
la soldadora y ajustar con la brida incluida.
5.5.1.3 Conexión del cable de retorno de la corriente de soldadura
- Se conecta a la pieza a soldar o al banco metálico en el que se apoya, lo más cerca
posible de la junta en ejecución.
- Este cable se conecta al borne con el símbolo (-).
5.5.2 SOLDADURA TIG (FIG. G)
5.5.2.1 Conexión a la bombona de gas
- Atornillar el reductor de presión a la válvula de la bombona de gas poniendo la
reducción adecuada suministrada como accesorio, cuando se utilice gas Argón o
mezcla Argón/CO
2
.
- Conectar el tubo de entrada del gas al reductor y ajustar la brida incluida; conectar
entonces el otro extremo del tubo en el relativo racor en la parte posterior de la
soldadora y ajustar con la abrazadera incluida.
- Aflojar la abrazadera de regulación del reductor de presión antes de abrir la válvula
de la bombona.
5.5.2.2 Conexión del cable de retorno de la corriente de soldadura
- Se conecta a la pieza a soldar o al banco metálico en el que se apoya, lo más cerca
posible de la junta en ejecución.
- Este cable se conecta al borne con el símbolo (+).
5.5.2.3 Conexión del soplete
- Conectar el soplete TIG a la toma rápida (-) en el panel anterior de la soldadora;
completar la conexión del tubo del gas y del cable de mando del soplete.
5.5.3 SOLDADURA CON ELECTRODO REVESTIDO MMA (FIG. H)
5.5.3.1 Conexión de la pinza portaelectrodo
Casi totalidad de los electrodos revestidos se conecta al polo positivo (+) del generador;
excepcionalmente al polo negativo (-) para electrodos con revestimiento ácido.
Conectar el cable de la pinza portaelectrodo a la toma rápida (+) en el panel anterior.
Nota:
en algunos casos se aconseja la polaridad (-) en la pinza portaelectrodo; por lo
tanto, es necesario controlar las indicaciones del fabricante de los electrodos.
"Cargando la instrucción" significa que debes esperar hasta que el archivo se cargue y puedas leerlo en línea. Algunas instrucciones son muy grandes y el tiempo de carga depende de la velocidad de tu conexión a Internet.
Resumen
- 28 - SOLDADORAS DE HILO CONTINUO PARA LA SOLDADURA POR ARCO MIG-MAG Y FLUX, TIG, MMA PREVISTAS PARA USO PROFESIONAL Y INDUSTRIAL. Nota: En el texto que sigue se empleará el término “soldadora”. 1. SEGURIDAD GENERAL PARA LA SOLDADURA POR ARCO El operador debe tener un conocimiento suficiente sobre ...
- 29 - o no igualados) existe el peligro de vuelco. - Se prohíbe la elevación del conjunto del carro con soldadora, alimentador de hilo y grupo de enfriamiento (cuando está presente). - La única modalidad de elevación admitida es la prevista en la sección “INSTALACIÓN” de este manual. - USO IMPROPI...
- 32 - 5.5.3.2 Conexión del cable de retorno de la corriente de soldadura - Se conecta a la pieza a soldar o al banco metálico en el que se apoya, lo más cerca posible de la junta en ejecución. - Este cable se conecta al borne con el símbolo (-). 5.5.4 RECOMENDACIONES - Girar a fondo los conectores...
Otros modelos de equipos de soldadura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA