
Telwin INVERPULSE 425 MIG TIG MMA Equipo de soldadura – Manual de instrucciones en formato pdf, léalo en línea gratis. Esperamos que le ayude a resolver cualquier duda que pueda tener al utilizar el aparato.
Si aún tiene preguntas, escríbalas debajo del manual de instrucciones.
"Estamos cargando el manual" significa que debe esperar a que se cargue el archivo para poder leerlo en línea. Algunos manuales son muy pesados y el tiempo que tardan en aparecer depende de su velocidad de internet.




















- 35 -
4.1.2 Alimentador de hilo (FIG. B2)
en el lado anterior:
1- Panel de control (vea descripción).
2- Conector 14 p para la conexión del mando a distancia.
3- Racores rápidos para tuberías de agua del soplete MIG.
4- Conexión centralizada para soplete MIG (Euro).
en el lado posterior:
5- Conector 14 p para cable de mando de conexión con la soldadora.
6- Toma rápida positiva (+) para cable de corriente de soldadura de conexión con la
soldadora.
7- Conexión del tubo de gas (bombona) para soldadura MIG.
8- Racores rápidos para la conexión de los tubos de impulsión y retorno del agua de
enfriamiento.
9- Fusible.
4.2 PANEL DE CONTROL DE LA SOLDADORA (FIG. C)
El panel de control está habilitado (esto es, los mandos y las señalaciones están
activos) solo si la soldadora no está conectada al alimentador de hilo, o se ha fijado
el proceso MMA o TIG. Si la soldadora está conectada al alimentador de hilo, o la
función fijada es MIG, este último asume automáticamente el control completo y en la
pantalla (3) de la soldadora se mostrará el mensaje “feed”.
1- LED de señalación Alarma
(el output de la soldadora está bloqueado). En la
pantalla (3) aparece un mensaje de alarma.
El restablecimiento de la soldadora es automático cuando finaliza la causa de la
alarma.
2- LED presencia de tensión en salida
(output activo).
3- Pantalla alfanumérica de 3 dígitos
Indica:
- La corriente de soldadura en amperios.
El valor indicado es el fijado, con la soldadora en vacío, mientras que real es
el medido durante el funcionamiento.
- Un mensaje de alarma con el siguiente código:
- ”AL1” :
intervención de la protección térmica del circuito primario.
- ”AL2” :
intervención de la protección térmica del circuito secundario.
- ”AL3” :
intervención de la protección por subida de tensión de la línea de
alimentación
.
- ”AL4” :
intervención de la protección por bajada de tensión de la línea de
alimentación
.
- ”AL5” :
modelo con GRA: intervención de la protección por presión
insuficiente del circuito de enfriamiento por agua del soplete.
Restablecimiento no automático.
modelo sin GRA: falta de conexión del conector de polarización en
la máquina (FIG. E).
-
“AL9” :
intervención de la protección de los componentes magnéticos.
-
“AL10” :
avería de la línea serial: serial desconectada.
-
“AL11” :
intervención de la protección por falta de fase de la línea de
alimentación
.
-
“AL12” :
avería de la línea serial: error en los datos.
-
“AL13” :
depósito excesivo de polvo dentro de la soldadora, restablecimiento
con:
- limpieza interna de la máquina;
- tecla de selección de parámetros del panel de control.
Cuando se apaga la soldadora puede producirse, durante unos segundos, la
señalación
“AL11”
y
“OFF”
.
3a, 3b, 3c- LED de indicación de la unidad de medida en curso (amperios,
segundos, porcentaje).
4- Asa de mando del codificador.
Permite la regulación de la corriente de soldadura
(4a)
.
: Corriente de soldadura en modalidad TIG/MMA.
: En modalidad TIG permite efectuar la reducción gradual de la
corriente al soltar el pulsador del soplete (regulación 0-3
segundos) y LED
(3b)
iluminado.
: En modalidad TIG, asume el significado de “Post-gas”,
permitiendo
adecuar el tiempo del flujo de gas de protección a
partir del paro de la soldadura (regulación 0,1-10 segundos y
LED
(3c)
iluminado).
: Se pone en activo exclusivamente si está seleccionada la
modalidad “SPOT” con la tecla
(7)
. Permite la ejecución de
soldadura por puntos en modalidad TIG con control de la
duración de la soldadura (regulación 0,1-10 segundos y LED
(3b)
iluminado).
: En funcionamiento con electrodo MMA, el parámetro asume el
significado de “Arc force” permitiendo la fijación de la subida de
corriente dinámica (regulación 0-100% y LED
(3c)
iluminado).
5- Tecla de selección del procedimiento de soldadura.
Pulsando la tecla se ilumina el led en correspondencia con la modalidad de
soldadura que se quiere adoptar:
: electrodo revestido “MMA”.
: TIG-DC con cebado del arco por contacto (LIFT-ARC).
: MIG.
6- Tecla de inserción del mando a distancia.
Con LED
iluminado, la regulación puede efectuarse exclusivamente
con el mando a distancia y más precisamente:
a) Comando de un potenciómetro:
permite la regulación de la corriente de
soldadura en modalidad TIG/MMA.
b) Comando de dos potenciómetros:
permite la regulación de la corriente
de soldadura TIG/MMA y la regulación de la SLOPE DOWN en TIG o ARC
FORCE en MMA (selección LED parámetro automática).
c) Comando de pedal:
permite la regulación de la corriente de soldadura en
modalidad TIG/MMA.
NOTA: La selección “A DISTANCIA” (REMOTE) sólo es posible si un mando a
distancia está efectivamente conectado a su conector.
7- Tecla de selección de la modalidad de control del pulsador soplete TIG.
Pulsando la tecla se ilumina el LED en correspondencia del:
: funcionamiento a 2 tiempos, ON-OFF con pulsador apretado.
: funcionamiento a 4 tiempos, ON-OFF con pulsador soltado.
: funcionamiento en soldadura por puntos TIG (SPOT)
4.2.1 PANEL DE CONTROL DEL ALIMENTADOR DE HILO (FIG. D)
1- LED de señalación ALARMA
(el output de la máquina está bloqueado)
El restablecimiento es automático cuando finaliza la causa de la alarma.
Mensajes de alarma exclusivos indicados en las pantallas
(15)
y
(16)
:
-
“AL7”:
intervención de la protección por sobrecorriente en soldadura MIG-
MAG.
-
“AL8”:
avería de la línea serial: corto en soplete.
Para los restantes véase “PANEL DE CONTROL DE LA SOLDADORA” (par.
4.2).
2- LED de señalación de PRESENCIA TENSIÓN EN SOPLETE O EN
ELECTRODO.
3- LED de señalación de PROGRAMACIÓN DE LA SOLDADORA.
4 - Tecla de recuperación (RECALL) de los programas de soldadura
personalizados (véase par. 4.3.2.4).
5- Tecla de memorización (SAVE) de los programas de soldadura
personalizados (véase par. 4.3.2.3).
6- Tecla de selección del programa de soldadura y pantalla de 2 dígitos.
Pulsando continuamente la tecla, la pantalla muestra los números comprendidos
entre “0” y “36”. A cada número entre “1” y “36” se ha asociado un programa de
soldadura sinérgico (
véase TAB. 3
) mientras que al número “0” se ha asociado
la función en manual de la soldadora, en la que el operador puede fijar todos los
parámetros (solo en MIG-MAG SHORT y SPRAY ARC).
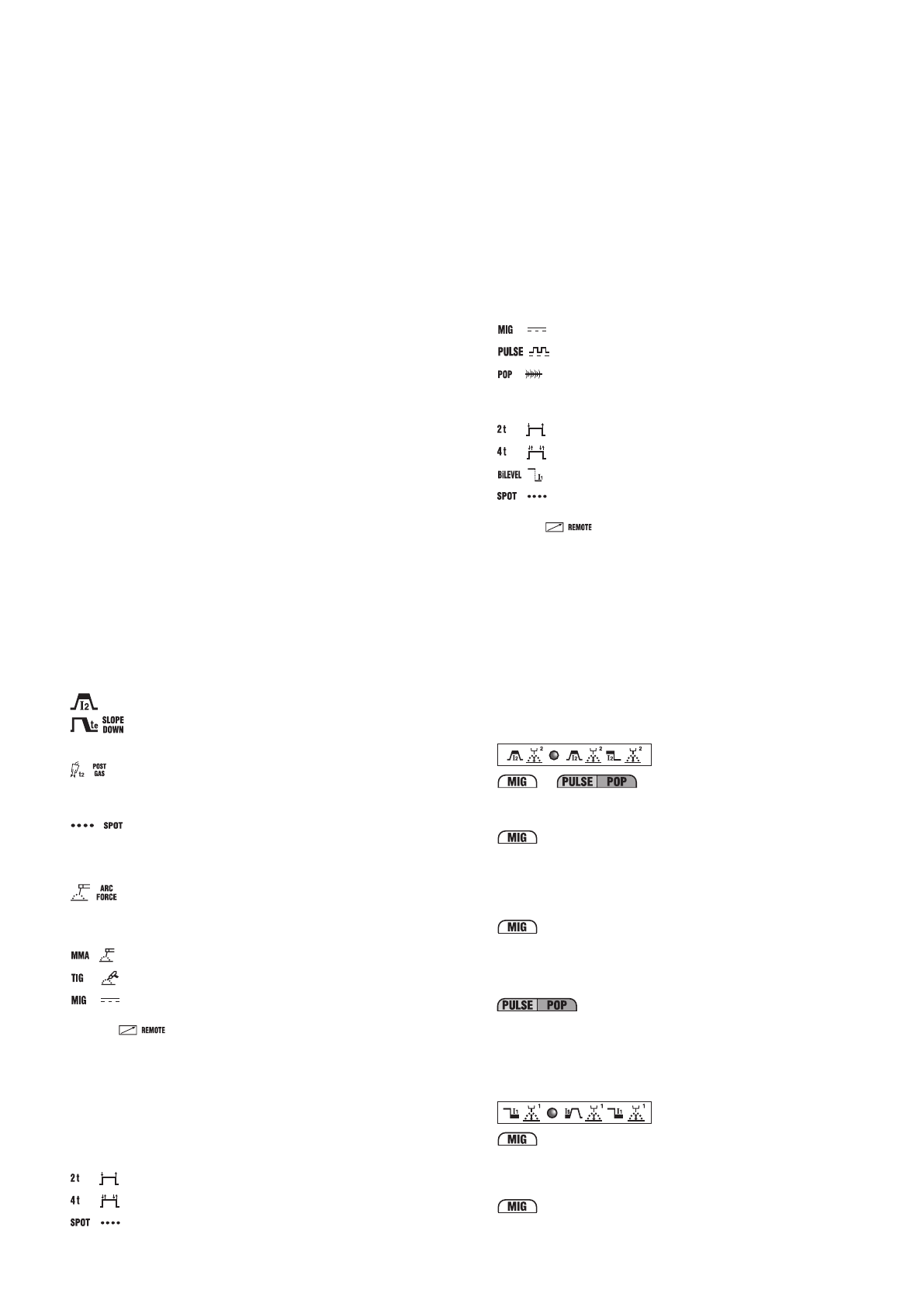
7- Tecla de selección del procedimiento de soldadura.
Pulsando la tecla se ilumina el LED en correspondencia de la modalidad de
soldadura que se quiere adoptar:
: MIG-MAG con modalidad “SHORT/SPRAY ARC”.
: MIG-MAG con modalidad “PULSE ARC”.
: MIG-MAG con modalidad “PULSE ON PULSE”.
8- Tecla de selección de la modalidad de control del pulsador soplete MIG-
MAG.
Pulsando la tecla se ilumina el LED en correspondencia del:
: funcionamiento a 2 tiempos, ON-OFF con pulsador apretado.
: funcionamiento a 4 tiempos, ON-OFF con pulsador soltado.
: funcionamiento bi-level para MIG-MAG, TIG
: funcionamiento en soldadura por puntos MIG-MAG (SPOT).
9- Tecla de inserción del mando a distancia
.
Con LED
iluminado, la regulación puede efectuarse exclusivamente
con el mando a distancia y más precisamente:
- comando de dos potenciómetros:
sustituye la función del mando codificador
(14) y (13).
NOTA: La selección “A DISTANCIA” (REMOTE) sólo es posible si un mando a
distancia está efectivamente conectado a su conector.
10- Tecla de selección de los parámetros de soldadura.
Pulsando varias veces la tecla, se ilumina uno de los LEDs de
(10a)
a
(10h)
a
los que se ha asociado un parámetro específico. La fijación del valor de cada
parámetro activado se puede efectuar con el mando
(13)
y se indica en la pantalla
(15).
Durante estos ajustes el mando
(14)
regula el valor del nivel principal de
soldadura indicado en la pantalla
(16)
, sea éste corriente o velocidad del hilo
(véase descripción del punto
(14)
, excepto para el
(10b)
.
Sólo con el led
(10b)
encendido el mando
(14)
permite regular el valor del nivel
secundario (véase descripción del led
(10b)
).
Nota:
los parámetros que el operador no puede modificar, dependiendo de si
se está trabajando con un programa sinérgico o en modalidad manual “PRG
0” se excluyen automáticamente de la selección; el LED correspondiente no se
ilumina.
10a-
Este parámetro se muestra automáticamente durante las operaciones de
soldadura MIG-MAG, indicando la tensión de arco real (led (15A) iluminado).
Ajustes:
Short arc
Durante la fijación de un programa sinérgico MIG-MAG Short arc permite regular
la corrección que se quiere aportar a la longitud de arco calculada en sinergia
(campo -5% a +5%) (led
(15c)
iluminado).
En la misma condición, fijando la función bi-level, el parámetro asume el
significado de corrección de la longitud de arco del nivel principal de soldadura,
calculada siempre en sinergia (campo de -5% a +5%) (led
(15c)
iluminado).
Short arc “PRG 0”
Siempre en funcionamiento MIG-MAG Short arc, programa manual “PRG 0”
permite fijar la tensión de arco efectiva (campo 10-40) (led
(15a)
iluminado).
En la misma condición, fijando la función bi-level el parámetro asume el
significado de tensión de arco efectiva del nivel principal de soldadura (campo
10-40) (led
(15a)
iluminado).
Durante la fijación de un programa sinérgico MIG-MAG Pulse arc permite regular
la corrección que se quiere aportar a la longitud de arco calculada en sinergia
(campo -5% a +5%) (led
(15c)
iluminado).
En la misma condición, fijando la función bi-level, pulse on pulse o T
start
, el
parámetro asume el significado de corrección de la longitud de arco del nivel
principal de soldadura, calculada siempre en sinergia (campo de -5% a +5%)
(led
(15c)
iluminado)
10b-
Short arc
En los programas sinérgicos MIG/MAG short arc, fijando las funciones bi-level
permite regular la corriente/velocidad del hilo (con mando
(14)
) y la corrección
de la longitud de arco (con mando
(13)
) del nivel secundario de soldadura,
calculada en sinergia (campo de -5% a +5%)(led
(15c)
iluminado).
Short arc “PRG 0”
Seleccionando el programa manual (“PRG 0”) con la función bi-level, permite
regular la velocidad del hilo (con mando
(14)
, (led
16c
) iluminado) y la tensión
de arco efectiva (con mando
(13)
) del nivel secundario I
1
de soldadura (campo
10-40) (led
(15a)
) iluminado).
¿Tiene más preguntas?¿No ha encontrado la solución a su problema en el manual o tiene otros problemas? Haga su pregunta en el siguiente formulario con una descripción detallada de su situación para que otras personas y expertos puedan responderla. Si sabe cómo resolver el problema de otra persona, ayúdele :)