
Telwin INVERPULSE 425 MIG TIG MMA Equipo de soldadura – Manual de instrucciones en formato pdf, léalo en línea gratis. Esperamos que le ayude a resolver cualquier duda que pueda tener al utilizar el aparato.
Si aún tiene preguntas, escríbalas debajo del manual de instrucciones.
"Estamos cargando el manual" significa que debe esperar a que se cargue el archivo para poder leerlo en línea. Algunos manuales son muy pesados y el tiempo que tardan en aparecer depende de su velocidad de internet.




















- 36 -
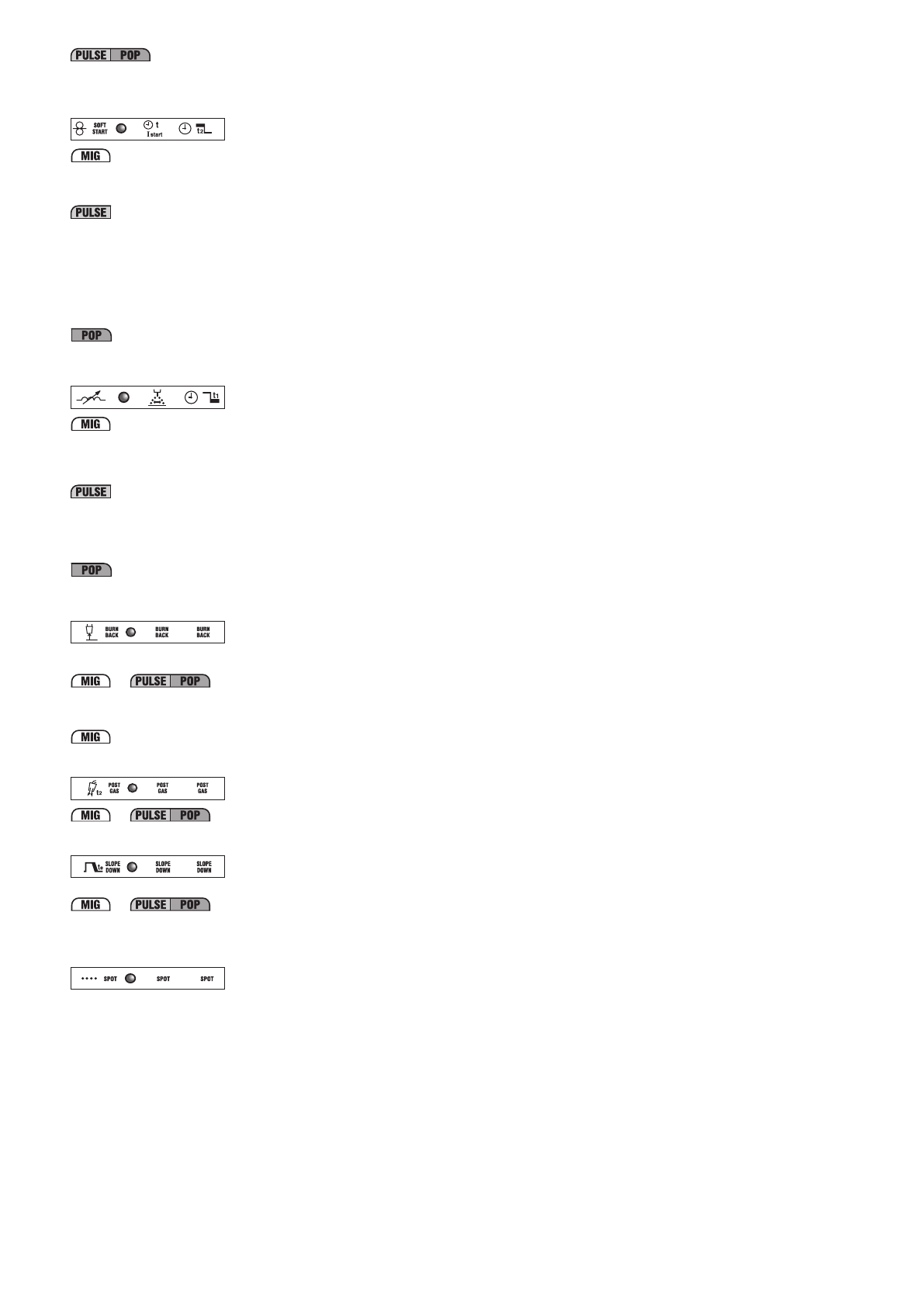
En modalidad MIG-MAG pulse arc, fijando las funciones bi-level, pulse on pulse
o T
start
permite regular la corriente I
1
y I
S
(I
start
) (con mando
(14)
) y la corrección
de la longitud de arco (con mando
(13)
) del nivel secundario de soldadura,
calculada en sinergia (campo de -5% a +5%)(led
(15c)
iluminado).
10c-
Short arc “PRG 0”
En modalidad manual (“PRG 0”), permite adecuar la velocidad del hilo al inicio
de la soldadura para optimizar el cebado del arco (regulación 1-100% y LED
(15c)
iluminado).
En modalidad MIG-MAG Pulse arc 2 TIEMPOS permite regular la duración de
la corriente inicial (T
start
). Fijando en cero el parámetro se desactiva la función,
mientras que fijando un valor cualquiera mayor que cero (regulación 0,1-3
segundos) se puede seleccionar el LED
(10b)
para regular la corrección de la
tensión de arco y el valor de la corriente inicial (nivel secundario). La corriente
inicial puede fijarse más alta o más baja que la principal de soldadura; una
corriente inicial más alta es mucho más útil sobre todo para la soldadura del
aluminio y de sus aleaciones, esto permite calentar más rápidamente la pieza
(“Hot-start”).
En modalidad MIG-MAG Pulse on pulse, permite regular la duración de la
corriente principal de soldadura (regulación 0,1-10 segundos y LED (15b)
iluminado).
10d-
Short arc “PRG 0”
En modalidad manual MIG-MAG “PRG 0” permite regular la reactancia
electrónica (regulación 20-80% y LED
(15c)
iluminado). Un valor más alto
determina un baño de soldadura más caliente. En modalidad bi-level, la
reactancia electrónica es común para los dos niveles fijados.
En modalidad MIG-MAG pulse arc, el parámetro determina el estrangulamiento
del arco. Cuanto más alto es el valor, más concentrado será el arco durante la
soldadura. En una modalidad de soldadura que utiliza dos niveles de corriente
(bi-level, pulse on pulse o T
start
) el estrangulamiento del arco es común para los
dos niveles fijados (+1% / -1%).
En modalidad MIG-MAG Pulse on pulse, permite regular la duración de la
corriente secundaria de soldadura (regulación 0,1-10 segundos y LED
(15b)
iluminado).
10e-
Quemado del hilo al parar la soldadura (BURN-BACK).
Permite regular el tiempo de quemado del hilo cuando para la soldadura.
Durante la fijación de un programa sinérgico MIG-MAG, permite regular la
corrección que se quiere aportar al BURN_BACK TIME calculado en sinergia
(campo -1% / +1% LED
(15c)
iluminado).
Short arc “PRG 0”
Con una configuración adecuada, permite evitar que se pegue el hilo a la pieza
(regulación 0,001-1 segundos y led
(15b)
iluminado).
10f-
POST-GAS
Permite adecuar el tiempo de flujo del gas de protección a partir del paro de la
soldadura (regulación 0,1-10 segundos y LED
(15b)
iluminado).
10g-
Rampa de bajada de corriente de soldadura (SLOPE DOWN).
Se activa exclusivamente utilizando programas sinérgicos MIG-MAG SHORT
ARC, PULSE ARC y PULSE on PULSE.
Permite efectuar la reducción gradual de la corriente al soltar el pulsador del
soplete (regulación 0-3 segundos y LED
(15b)
iluminado).
10h-
Tiempo de soldadura por puntos (SPOT TIME).
Se pone en activo exclusivamente si está seleccionada la modalidad “SPOT”
con la tecla
(8)
. Permite la ejecución de soldadura por puntos MIG-MAG con
control de la duración de la soldadura (regulación 0,1-10 segundos y LED
(15b)
iluminado).
11- Tecla de activación manual de la electroválvula del gas.
La tecla permite el flujo del gas (purga de tuberías - regulación de la capacidad)
sin necesidad de usar el pulsador del soplete; la tecla es de acción momentánea.
12- Tecla de avance manual del hilo.
La tecla permite hacer avanzar el hilo en la vaina del soplete sin necesidad de
usar el pulsador del soplete; es de acción momentánea y la velocidad de avance
es fija.
13- Mando codificador para la regulación de los parámetros de soldadura
(véase 10a-10h).
14- Asa del codificador.
El asa regula:
- La corriente de soldadura I
2
(led
(16a)
iluminado).
- La velocidad de avance del hilo (led
(16c)
iluminado).
- El espesor de la pieza usada en soldadura (led
(16b)
iluminado).
En una modalidad de soldadura que utiliza dos niveles de corriente (bi-level,
pulse on pulse o T
start
) con el led
(10b)
encendido el mando regula:
- La corriente de soldadura I
1
(led
(16a)
iluminado) del nivel secundario.
- La velocidad de avance del hilo del nivel secundario de soldadura (led
(16c)
iluminado).
- El espesor de la pieza usada en soldadura (led
(16b)
iluminado) referido al
nivel secundario.
15- Pantalla alfanumérica de 3 dígitos
Indica:
- el valor de los parámetros de soldadura (véase de
(10a)
a
(10h)
) con
funcionamiento en vacío.
- la tensión real de arco, en soldadura.
NOTA: al parar la soldadura, la pantalla cambia automáticamente al valor fijado.
- una señalación de alarma (véase punto 1).
15a, 15b, 15c- LED de indicación de la unidad de medida en curso (voltios,
segundos, porcentaje).
16- Pantalla alfanumérica de 3 dígitos.
Indica:
- el valor fijado con el mando codificador
(14).
- la corriente real, en soldadura.
NOTA: al parar la soldadura, la pantalla cambia automáticamente al valor fijado.
- una señalación de alarma (véase punto 1).
16a, 16b, 16c - LED de indicación de la unidad de medida en curso
(corriente amperios (A), espesor en milímetros (mm) y velocidad del hilo
en metros/minuto (m/min)).
17- Tecla de selección de la unidad de medida Amperios /Espesor en m/min
(LED (16a) (16b) (16c)).
En los programas sinérgicos MIG/MAG permite configurar mediante el
codificador
(14)
respectivamente el espesor del material que se debe soldar, la
corriente de la soldadura, la velocidad del hilo.
La configuración de cada parámetro (por ejemplo, espesor del material) define
automáticamente los otros parámetros (por ejemplo, corriente de soldadura y
velocidad del hilo).
En “PRG 0” selección manual: solo es posible la regulación de la velocidad del
hilo (led
(16c)
iluminado).
4.3 RECUPERACIÓN Y MEMORIZACIÓN DE LOS PROGRAMAS
4.3.1 RECUPERACIÓN DE LOS PROGRAMAS PREMEMORIZADOS POR EL
FABRICANTE
4.3.1.1 Programas MIG-MAG SINÉRGICOS
La soldadora prevé
36 programas sinérgicos memorizados
, con las características
identificadas en la tabla
(TAB.3) a las que es necesario hacer referencia para la
selección de un programa adecuado al tipo de soldadura que se quiere efectuar.
La selección de un determinado programa se efectuar apretando varia veces la tecla
”PRG” a la que corresponde en la pantalla un número comprendido entre ”0” y ”36” (al
número ”0” no se corresponde ningún programa sinérgico sino el funcionamiento en
modalidad manual, como se describe en el siguiente párrafo.
Nota: Dentro de un programa sinérgico es prioritario efectuar la elección de la
modalidad de transferencia deseada, PULSE ARC o SHORT/SPRAY ARC, con la
tecla relativa (véase FIG. D (7)).
Nota:
Todos los tipos de hilo no previstos en la tabla pueden utilizarse en
modalidad manual “PRG 0”.
4.3.1.2 Funcionamiento EN MODALIDAD MANUAL (“PRG 0”)
El funcionamiento en manual corresponde a la cifra ”0” en la pantalla y está activo
sólo si antes se ha seleccionado la modalidad de transferencia SHORT/SPRAY ARC
(FIG. D (7))
.
En esta modalidad, dado que no está prevista ninguna sinergia, todos los parámetros
de soldadura deben ser fijados manualmente por el operador.
¡ATENCIÓN!
La fijación de todos los parámetros es libre, por lo tanto los valores a
ésta atribuidos pueden ser incompatibles con un procedimiento de soldadura correcto.
Nota: NO es posible utilizar la modalidad de transferencia PULSE ARC en
selección manual.
4.3.2 MEMORIZACIÓN Y RECUPERACIÓN DE PROGRAMAS PERSONALIZADOS
EN MIG-MAG
4.3.2.1 Introducción
La soldadora permite memorizar (SAVE) programas de trabajo personalizados
relativos a un SET de parámetros válidos para una soldadura determinada. Cada
programa memorizado puede recuperarse (RECALL) en cualquier momento poniendo
de esta manera a disposición del utilizador la soldadora ”preparada para su uso” para
un trabajo específico que se había optimizado antes.
4.3.2.2 Capacidad de memorización de programas personalizados en MIG-MAG
La soldadora prevé la memorización de 40 programas personalizados que se refieren
a las tres modalidades de transferencia en sinergia (SHORT/SPRAY ARC Pulse
arc y Pulse on pulse) y al funcionamiento en modalidad manual, con las siguientes
especificaciones:
- SHORT/SPRAY ARC SINÉRGICO: 10 programas memorizables (números
disponibles de “1” a “10”);
- SHORT/SPRAY ARC MANUAL (“PRG=0”): 10 programas memorizables (números
disponibles de “1” a “10”);
- PULSE ARC SINÉRGICO: 10 programas memorizables (números disponibles de
“1” a “10”);
- PULSE ARC SINÉRGICO PULSE ON PULSE: 10 programas memorizables
(números disponibles de “1” a “10”).
NOTA: Para recuperar el programa que se desea utilizar:
a) efectuar la elección de la modalidad de transferencia deseada PULSE
ARC, PULSE ARC PULSE-ON- PULSE o SHORT/SPRAY ARC o seleccionar
“PRG=0” si los programas han sido memorizados en modalidad manual;
b) seleccionar el número de programa (como descrito en el pár. 4.3.1).
4.3.2.3 Procedimiento de memorización (SAVE).
Después de haber regulado la soldadora de manera óptima para una determinada
soldadura, seguir los siguientes pasos
(véase FIG. D):
a) Pulsar la tecla
(5)
“SAVE”.
b) Aparece “
Pr
” en la pantalla
(16)
y un número (comprendido entre “1” y “10”) en la
pantalla
(15)
.
c) Girando el mando encoder (indiferentemente la
(13)
o la
(14)
), elegir el número en
el que se desea memorizar el programa (véase también 4.3.2).
d) Pulsar de nuevo la tecla
“SAVE”.
e) Las pantallas
(15) y (16)
parpadean.
f) Volver a pulsar, en dos segundos, la tecla “SAVE”.
g) En la pantalla se muestra ”
St Pr
” y entonces se ha memorizado el programa;
después de 2 segundos las pantallas cambian automáticamente a los valores
relativos a los parámetros que se acaban de guardar.
Nota. Si, con las pantallas parpadeantes, no se vuelve a pulsar la tecla “SAVE” en 2
segundos, las pantallas indican ”
No St
” y el programa no se memoriza; las pantallas
vuelven automáticamente a la indicación inicial.
4.3.2.4 Procedimiento de recuperación de un programa personalizado (RECALL)
Antes de efectuar las operaciones de recuperación de un programa, comprobar que
la modalidad de transferencia seleccionada (PULSE ARC,
PULSE ARC PULSE-ON-
PULSE,
SHORT/SPRAY ARC o “PRG=0”) sea efectivamente aquella con la que se
quiere trabajar.
¿Tiene más preguntas?¿No ha encontrado la solución a su problema en el manual o tiene otros problemas? Haga su pregunta en el siguiente formulario con una descripción detallada de su situación para que otras personas y expertos puedan responderla. Si sabe cómo resolver el problema de otra persona, ayúdele :)